A Governance Mechanism Between S&OP and Execution in an APS Environment
1. Definition and Purpose of the MPS
According to APICS (now ASCM – Association for Supply Chain Management), the Master Production Schedule (MPS) is a statement of what the company plans to produce, expressed in specific configurations, quantities, and dates. It translates aggregate plans into detailed, actionable commitments and serves as a primary input to Material Requirements Planning (MRP).
The MPS fulfills several fundamental roles:
- It converts the Sales and Operations Plan (S&OP) into an executable production plan.
- It is defined at the level of finished goods or critical subassemblies.
- It operates on a discrete time bucket, most commonly weekly.
- It acts as a formal coordination mechanism between Sales, Operations, Manufacturing, and Supply Chain.
2. The Continued Relevance of the MPS in APS Environments
With the widespread adoption of Advanced Planning Systems (APS), organizations benefit from continuous recalculation of capacity, material availability, and constraints across multiple horizons. However, continuous computational optimization does not eliminate the need for decision stabilization.
APS systems optimize plans; organizations execute commitments. The MPS remains essential as the mechanism that deliberately introduces stability, accountability, and commitment into the planning process.
3. The MPS as a Temporal Governance Instrument
Historically, the MPS has fulfilled three inseparable governance functions:
- Arbitration of internal constraints and trade-offs.
- Formalization of market and customer commitments.
- Stabilization of decisions over time.
As such, the MPS should not be viewed solely as a production planning tool, but as a temporal governance layer that structures decision-making across planning horizons
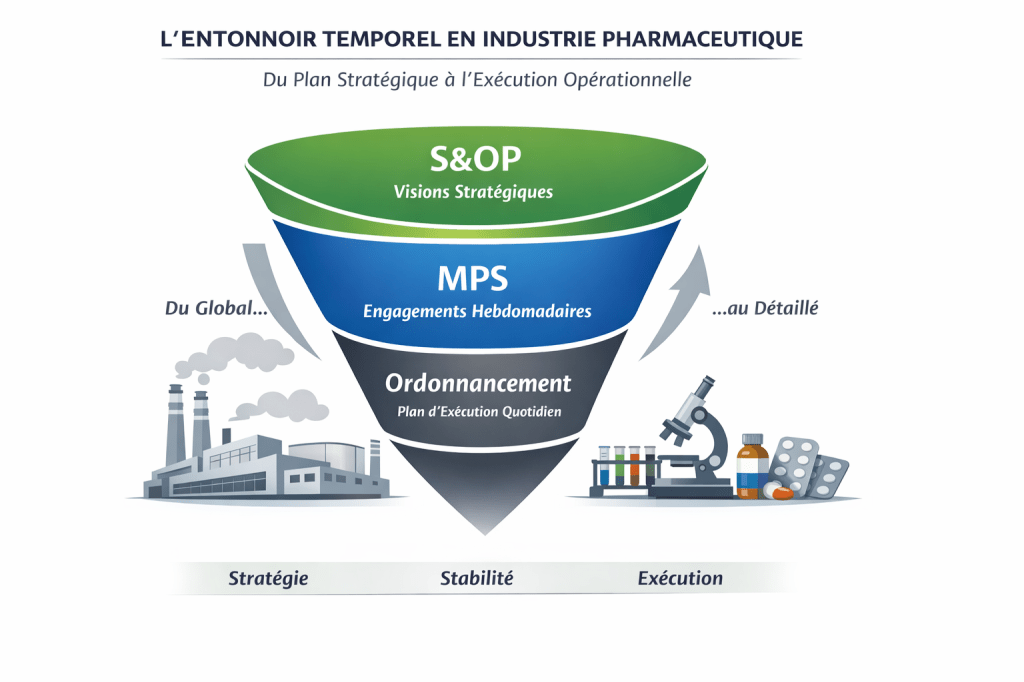
4. The Time Funnel Concept
Planning systems must reconcile computational continuity with human decision-making limitations. Without clearly defined stabilization zones, organizations experience frequent priority changes, weakened customer commitments, and reduced operational credibility.
The time funnel provides a structured progression:
Within this framework, APS systems perform calculations and simulations, while the MPS defines which decisions are stabilized and which remain flexible.
- S&OP establishes strategic direction at an aggregate, monthly level.
- MPS translates this direction into item-level, weekly commitments.
- Detailed scheduling converts these commitments into daily execution decisions.

5. From S&OP to MPS: Commitment and Precision
The transition from S&OP to MPS represents a shift:
- From aggregated to item-level planning.
- From directional guidance to explicit commitments.
- From scenario evaluation to executable plans.
In summary: S&OP defines what the organization intends to do; the MPS defines what the organization commits to do.
6. Weekly Time Buckets as Best Practice
APICS best practices recommend weekly time buckets for the MPS, as they:
- Align with most industrial production and procurement cycles.
- Support credible customer promise dates.
- Provide sufficient granularity without excessive volatility.
- Ensure continuity between monthly S&OP and daily scheduling.
Daily buckets introduce instability and are good for Detailed Schedulers , while monthly buckets lack operational precision and are good for the S&OP.
7. MPS Planning Horizon and Time Zones
The recommended MPS horizon should at minimum cover:
- Manufacturing lead time.
- Critical procurement lead time.
- Customer commitment horizon.
In practice, it’s recommended to use a MPS horizon equal 2times Cumulative lead-time.
This horizon is commonly divided into three zones: frozen, slushy, and liquid.
8. The Frozen Zone: The MPS as a Commitment Contract
Within the frozen zone:
- Quantities and dates are fixed.
- Changes are exceptional and formally managed.
- Customer commitments are explicitly protected.
In this zone, the MPS represents not merely a production plan, but a credible sales promise.
9. Positioning the MPS in the Bill of Material
The MPS is not defined by a specific manufacturing step, but by decision relevance. It should be positioned where:
- Structural bottlenecks exist.
- Decisions are costly or irreversible.
- Downstream priorities are determined.
- Subsequent processes consume planning decisions.
The MPS defines what is authorized to flow downstream.
10. Pharmaceutical Industry Illustration
In pharmaceutical supply chains:
- The industrial MPS is often positioned at the dominant bottleneck (API, formulation, or packaging).
- The commercial MPS is defined at the sellable finished-product level, with a weekly frozen zone.
APS systems ensure end-to-end feasibility and optimization, while the MPS ensures operational credibility and commitment integrity.
11. Complementarity Between APS and MPS
The roles are complementary:
- APS: optimization, simulation, constraint propagation.
- MPS: stabilization, commitment, accountability.
Rather than an intermediate planning artifact, the MPS functions as a core governance mechanism linking strategic intent to operational execution.
Conclusion
In globalized manufacturing networks, centralized S&OP processes define strategic priorities, while local MPS processes translate these priorities into reliable, executable weekly plans that reflect site-specific constraints. This approach, consistent with APICS planning principles and the time funnel concept, reconciles global alignment with local execution credibility, ensuring stable customer commitments and sustained operational performance.
Emmanuel de Ryckel