Há dez anos, preservar essa fábrica parecia quase ingênuo.
Na época, a unidade da Pierre Fabre em Areal, no estado do Rio de Janeiro, era analisada como um ativo a ser encerrado. Os cenários estavam prontos, os números alinhados, a decisão parecia racional.
Mas, no terreno, algo resistia.
Equipes que continuavam acreditando no futuro. Uma planta industrial viva. E uma pergunta simples, mas desconcertante, repetida por muitos atores locais: como explicar que todos aqueles que acreditam no Brasil investem, enquanto outros optam por sair?
Aos poucos, uma nova leitura começou a se impor.
Aquela fábrica deixou de ser apenas uma unidade industrial.
Passou a ser um alicerce.
Não mais um centro de custos, mas uma promessa industrial.
Não um legado a ser encerrado, mas uma plataforma para a América Latina.
Essa trajetória exigiu tempo, constância e um tipo particular de coragem gerencial — a de sustentar uma visão de longo prazo quando o curto prazo parece mais confortável. Ela foi construída localmente, próxima da realidade do chão de fábrica, no contexto complexo de uma transformação industrial profunda.
Dez anos depois, o anúncio dessa unidade como centro de produção para a América Latina dá a essa história uma ressonância especial.
Ele lembra que algumas decisões só revelam todo o seu sentido com o tempo — e que conduzir localmente um projeto dessa magnitude deixa uma marca duradoura, muito além dos cargos ou funções ocupadas.
Porque os projetos mais fortes não são aqueles que simplesmente se concluem.
São aqueles que permanecem motivo de orgulho… muito tempo depois.
Ou l’art de ne pas laisser les “Singes” changer d’épaule
Introduction
Dans les environnements industriels à forte contrainte réglementaire, tels que l’industrie pharmaceutique, la fonction managériale ne peut se limiter à une supervision opérationnelle. Elle engage une posture de leadership qui conditionne à la fois la performance collective, la qualité de la prise de décision et la maturité des équipes.
Le présent texte propose une approche du management inspirée de ma propre expérience mais repose également sur mes lectures relatives à la pensée stratégique française — notamment celle du général Charles de Gaulle (Le Fil de l’épée) et du général Pierre de Villiers ( L’art d’être chef) — appliquée aux réalités contemporaines de l’entreprise. Il vise en particulier à éclairer les choix structurants auxquels est confronté un nouveau manager lors de sa prise de fonction.
1. La présence managériale comme acte fondateur
L’un des premiers arbitrages auxquels est confronté un manager nouvellement nommé concerne son positionnement physique et symbolique :
exercer son rôle depuis un espace dédié aux managers,
ou s’installer au cœur de l’équipe, dans un espace partagé.
Ce choix dépasse la seule organisation du travail. Il constitue un signal managérial fort.
Une présence au sein de l’équipe favorise :
l’accessibilité du manager,
la compréhension fine des contraintes opérationnelles,
la circulation de l’information informelle,
la construction d’un climat de confiance.
Cette proximité, toutefois, ne doit pas conduire à une dilution de l’autorité. Comme le souligne Charles de Gaulle, le chef doit conserver une distance fonctionnelle, condition nécessaire à l’exercice de la décision, à l’incarnation du cap et à la reconnaissance de son rôle par le collectif.
La posture managériale efficace repose ainsi sur un équilibre maîtrisé entre proximité opérationnelle et hauteur stratégique.
2. Proximité et autorité : un équilibre structurant
Le leadership ne se résume ni à la verticalité hiérarchique ni à la simple collégialité. Il s’inscrit dans une logique de présence incarnée, où le manager partage le quotidien de son équipe sans s’y confondre.
La « part de mystère » évoquée par De Gaulle dans “Le Fil de l’épée ‘ ne renvoie pas à une opacité relationnelle, mais à la capacité du manager à :
préserver un espace de réflexion propre,
assumer des décisions parfois impopulaires,
incarner une vision au-delà du présent immédiat.
Cette distance symbolique est essentielle pour maintenir la lisibilité du rôle managérial et éviter une confusion des responsabilités.
3. Répartition des rôles et modes de fonctionnement cognitifs (HBDI)
Le modèle HBDI (Herrmann Brain Dominance Instrument) offre un cadre pertinent pour analyser la répartition des rôles au sein d’une équipe.
Dans cette perspective, le manager doit prioritairement investir :
les modes Jaune (vision, projection, innovation, stratégie),
les modes Rouge (relations, communication, engagement).
Ces dimensions correspondent aux responsabilités fondamentales du manager :
donner du sens à l’action collective,
projeter l’équipe vers l’avenir,
mobiliser et aligner les énergies individuelles.
Les modes Bleu (analyse, rigueur, conformité) et Vert (organisation, planification, exécution) relèvent principalement des collaborateurs et des experts métiers. Une implication ponctuelle du manager dans ces registres est utile pour assurer la crédibilité technique et la compréhension des contraintes, mais une présence excessive constitue un désalignement du rôle managérial.
4. Le risque de la sur-prise en charge : la métaphore du “singe”
Un risque classique du management de proximité réside dans la sur-prise en charge des problématiques opérationnelles.
La métaphore du « singe » illustre ce phénomène : le collaborateur apporte un problème (le singe) au manager. En le prenant à sa charge, le manager soulage temporairement le collaborateur, mais opère un transfert de responsabilité.
À court terme, cette posture peut renforcer la relation individuelle. À long terme, elle engendre plusieurs effets négatifs :
déresponsabilisation progressive des collaborateurs,
surcharge décisionnelle du manager,
affaiblissement de la crédibilité managériale,
transformation du manager en point de blocage organisationnel.
La fonction du manager n’est pas de porter les singes, mais de créer les conditions permettant à chacun de gérer les siens, par le cadre, la méthode, l’arbitrage et l’accompagnement.
Conclusion
L’autorité managériale ne se résume ni à la proximité relationnelle ni à la seule capacité décisionnelle. Elle s’exerce dans un équilibre exigeant entre présence sur le terrain, distance symbolique et responsabilité assumée. Être présent permet de comprendre, d’écouter et d’anticiper.Maintenir une distance fonctionnelle garantit la lisibilité du rôle, la capacité de trancher et l’incarnation du cap.Décider, enfin, engage le manager non à se substituer à ses équipes, mais à leur donner le cadre dans lequel elles peuvent agir pleinement. La métaphore du « singe » rappelle une vérité essentielle du commandement : un manager qui prend en charge les problèmes à la place de ses collaborateurs affaiblit progressivement l’autonomie collective et sa propre autorité. À l’inverse, refuser que les singes changent d’épaule ne signifie pas abandonner, mais responsabiliser, accompagner et élever le niveau de maturité de l’organisation. C’est dans cette capacité à rester proche sans se confondre, à guider sans faire à la place, que se construit une autorité durable — une autorité reconnue, non imposée, et pleinement au service de la performance collective.
A Governance Mechanism Between S&OP and Execution in an APS Environment
1. Definition and Purpose of the MPS
According to APICS (now ASCM – Association for Supply Chain Management), the Master Production Schedule (MPS) is a statement of what the company plans to produce, expressed in specific configurations, quantities, and dates. It translates aggregate plans into detailed, actionable commitments and serves as a primary input to Material Requirements Planning (MRP).
The MPS fulfills several fundamental roles:
It converts the Sales and Operations Plan (S&OP) into an executable production plan.
It is defined at the level of finished goods or critical subassemblies.
It operates on a discrete time bucket, most commonly weekly.
It acts as a formal coordination mechanism between Sales, Operations, Manufacturing, and Supply Chain.
2. The Continued Relevance of the MPS in APS Environments
With the widespread adoption of Advanced Planning Systems (APS), organizations benefit from continuous recalculation of capacity, material availability, and constraints across multiple horizons. However, continuous computational optimization does not eliminate the need for decision stabilization.
APS systems optimize plans; organizations execute commitments. The MPS remains essential as the mechanism that deliberately introduces stability, accountability, and commitment into the planning process.
3. The MPS as a Temporal Governance Instrument
Historically, the MPS has fulfilled three inseparable governance functions:
Arbitration of internal constraints and trade-offs.
Formalization of market and customer commitments.
Stabilization of decisions over time.
As such, the MPS should not be viewed solely as a production planning tool, but as a temporal governance layer that structures decision-making across planning horizons
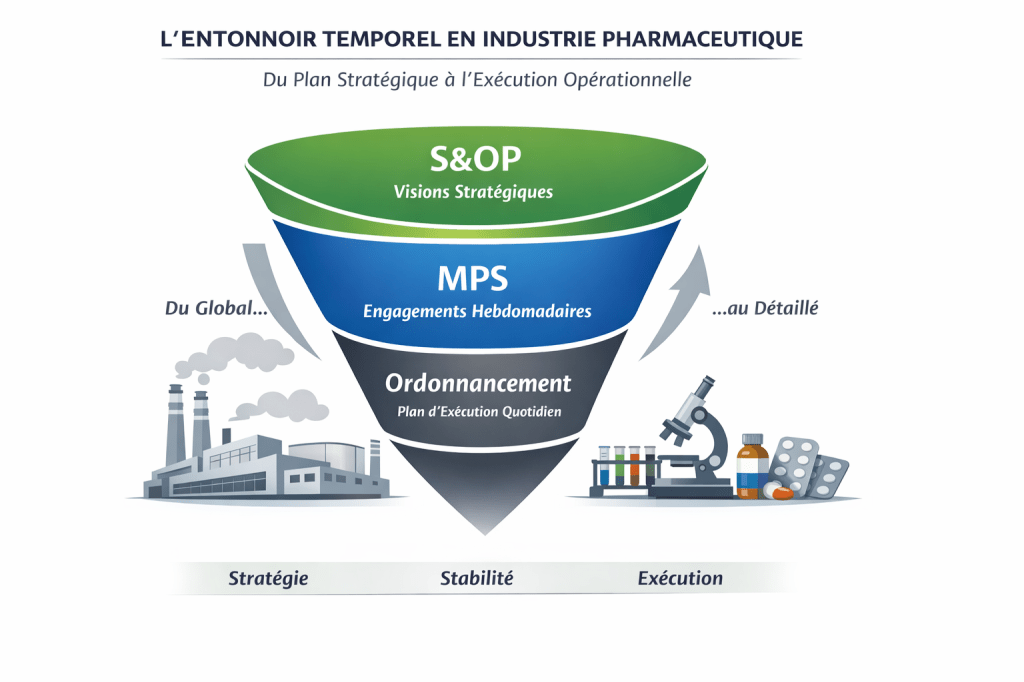
4. The Time Funnel Concept
Planning systems must reconcile computational continuity with human decision-making limitations. Without clearly defined stabilization zones, organizations experience frequent priority changes, weakened customer commitments, and reduced operational credibility.
The time funnel provides a structured progression:
Within this framework, APS systems perform calculations and simulations, while the MPS defines which decisions are stabilized and which remain flexible.
S&OP establishes strategic direction at an aggregate, monthly level.
MPS translates this direction into item-level, weekly commitments.
Detailed scheduling converts these commitments into daily execution decisions.
5. From S&OP to MPS: Commitment and Precision
The transition from S&OP to MPS represents a shift:
From aggregated to item-level planning.
From directional guidance to explicit commitments.
From scenario evaluation to executable plans.
In summary: S&OP defines what the organization intends to do; the MPS defines what the organization commits to do.
6. Weekly Time Buckets as Best Practice
APICS best practices recommend weekly time buckets for the MPS, as they:
Align with most industrial production and procurement cycles.
Support credible customer promise dates.
Provide sufficient granularity without excessive volatility.
Ensure continuity between monthly S&OP and daily scheduling.
Daily buckets introduce instability and are good for Detailed Schedulers , while monthly buckets lack operational precision and are good for the S&OP.
7. MPS Planning Horizon and Time Zones
The recommended MPS horizon should at minimum cover:
Manufacturing lead time.
Critical procurement lead time.
Customer commitment horizon.
In practice, it’s recommended to use a MPS horizon equal 2times Cumulative lead-time.
This horizon is commonly divided into three zones: frozen, slushy, and liquid.
8. The Frozen Zone: The MPS as a Commitment Contract
Within the frozen zone:
Quantities and dates are fixed.
Changes are exceptional and formally managed.
Customer commitments are explicitly protected.
In this zone, the MPS represents not merely a production plan, but a credible sales promise.
9. Positioning the MPS in the Bill of Material
The MPS is not defined by a specific manufacturing step, but by decision relevance. It should be positioned where:
Structural bottlenecks exist.
Decisions are costly or irreversible.
Downstream priorities are determined.
Subsequent processes consume planning decisions.
The MPS defines what is authorized to flow downstream.
10. Pharmaceutical Industry Illustration
In pharmaceutical supply chains:
The industrial MPS is often positioned at the dominant bottleneck (API, formulation, or packaging).
The commercial MPS is defined at the sellable finished-product level, with a weekly frozen zone.
APS systems ensure end-to-end feasibility and optimization, while the MPS ensures operational credibility and commitment integrity.
Rather than an intermediate planning artifact, the MPS functions as a core governance mechanism linking strategic intent to operational execution.
Conclusion
In globalized manufacturing networks, centralized S&OP processes define strategic priorities, while local MPS processes translate these priorities into reliable, executable weekly plans that reflect site-specific constraints. This approach, consistent with APICS planning principles and the time funnel concept, reconciles global alignment with local execution credibility, ensuring stable customer commitments and sustained operational performance.
MPS : Entre planification industrielle et gouvernance opérationnelle à l’ère des APS.
À l’ère des APS, croire que la puissance de calcul suffit à piloter une Supply Chain est une illusion dangereuse. La vraie maîtrise repose sur une architecture décisionnelle progressive héritée du MRP2 d’antan— un entonnoir structurant que la technologie rend plus indispensable que jamais.
À l’heure où les Advanced Planning Systems (APS) se généralisent dans les Supply Chains industrielles, une idée revient souvent dans les organisations : puisque ces outils recalculent tout en continu, pourquoi conserver les anciennes étapes séquentielles de planification ? Certains y voient même l’occasion d’abandonner ce qui semble appartenir au passé : l’architecture MRP2, structurée en trois niveaux — S&OP, MPS/RCCP, Detailed Shop Floor Scheduling .
Cette conclusion est séduisante… mais dangereusement fausse.
Car si la technologie a changé, la nature humaine, la dynamique industrielle et la logique décisionnelle n’ont pas changé, elles. Et tout indique qu’à l’ère des APS, le besoin d’un entonnoir décisionnel structuré n’a jamais été aussi fort.
Le piège moderne : croire que la planification continue supprime le besoin d’un chemin décisionnel
Les APS offrent une puissance de calcul phénoménale : des milliers de scénarios, de recalculs instantanés, de simulations en cascade, des millions d’informations, d’alertes d’une précision quasi millimétrique. De quoi donner l’illusion qu’une Supply Chain pourrait se piloter comme une salle de marché, minute par minute.
Mais c’est oublier trois évidences :
les organisations humaines ne peuvent pas prendre des décisions en continu ni absorber et traiter des milliers d’informations en quelques instants ;
les ateliers de Production ne peuvent pas relancer les lignes à chaque nouvel arbitrage ;
les clients ont besoin d’engagements stables, pas d’optimisations mouvantes.
Résultat : sans zones stabilisées, sans niveaux de décision, sans séquencement, les APS deviennent une machine à produire du bruit au lieu de produire de la valeur. Car c’est bien grâce au MPS et aux règles de gestion qui l’accompagne que peuvent se prendre des engagements fiables vis-à-vis des clients et assurer par la suite une exécution au jour le jour sans encombres des plans de production détaillés. D’expérience, en suivant cette logique de l’entonnoir décisionnel, 95% des problèmes de disponibilités matières main d’oeuvre ou machine auront été réglés au moment de l’execution de la production.
La leçon du passé : le MRP2 n’était pas seulement une technologie, mais une sagesse opérationnelle
Il faut le rappeler : S&OP → MPS → Shop Floor Scheduling, ce n’était pas seulement une structure informatique. C’était, avant tout, une architecture décisionnelle.
Le S&OP décidait du Quoi et du Quand d’une manière globale en intégrant les goulots d’étranglement sur les ressources critiques, machines, humaines ou matérielles . A ce stade on se focalise sur ce que l’on nommerait le “Product Volume“)
Le MPS décidait du Combien et du Quand d’une manière plus précise et fiable permettant de prendre de vrais engagements vis-à-vis des clients. A ce stade seulement le planificateur se concentre sur le « Product mix »
Le Scheduling détaillé décidait du Combien mais surtout du Comment et du Quand en détails de l’ordre de Fabrication, à un niveau de précision pouvant aller jusqu’à l’heure de la journée.
Ce schéma n’était pas séquentiel par naïveté technique — il l’était par intelligence organisationnelle. Il incarnait ce que toute Supply Chain performante sait instinctivement : 👉 on prend les bonnes décisions au bon niveau, avec la granularité appropriée.
Et cette sagesse est plus pertinente que jamais.
L’approche progressive : la seule manière de garder le contrôle à l’ère des APS
Dans un monde saturé de données et d’alertes, la clé n’est plus de calculer davantage : c’est de séparer clairement les décisions par niveau, par horizon et par granularité.
C’est cela, l’entonnoir décisionnel :
Global et stratégique — S&OP Décider des orientations volumétriques, des priorités et des allocations.
Engageant et stabilisé — MPS Traduire ces orientations en un plan hebdomadaire réaliste, tenable et partagé.
Détaillé et opérationnel — Scheduling Ordonner concrètement ce qui a été engagé, au plus près du terrain.
Ce que l’on doit préserver du MRP2, ce n’est pas le logiciel : c’est l’ordre dans lequel les décisions se prennent, car cet ordre conditionne leur pertinence.
Le progrès authentique : prendre le meilleur du passé pour maîtriser l’avenir
Bien sûr, les APS dépassent largement les capacités des outils historiques. Ils calculent mieux, plus vite, plus largement. Mais ils ne remplacent pas la gouvernance.
Le vrai progrès consiste à :
garder du passé ce qu’il avait de meilleur : la structure, la progression, la logique de l’entonnoir décisionnel ;
tirer du présent la puissance de simulation des APS, leur capacité à éclairer les décisions, pas à les remplacer ;
préparer l’avenir avec des supply chains capables de décider vite, bien, et sans chaos.
L’erreur serait de jeter le MPS parce que l’APS semble faire “mieux”. En réalité : 👉 plus l’APS calcule, plus le MPS est nécessaire pour filtrer, stabiliser et engager.
Où placer le MPS dans la nomenclature ? Là où la décision engage vraiment l’avenir
Dans l’industrie pharmaceutique, la question revient comme un refrain : à quel niveau du flux faut‑il positionner le Master Production Schedule ?
Au stade du principe actif (PAI/API) ? Au niveau du bulk, de la formulation ? Ou plus simplement sur les produits finis, ceux que l’on vend réellement aux clients et aux marchés ?
On pourrait être tenté de répondre par une règle générale. Mais en réalité, le point d’ancrage du MPS n’a jamais dépendu d’un niveau chimique ou galénique. Il dépend d’une autre logique, beaucoup plus opérationnelle :
Le MPS doit se situer là où une décision engage irréversiblement le flux aval.
Une décision qui consomme un goulot critique, verrouille un composant stratégique, lance une campagne de production ou détermine ce qui sera — ou ne sera pas — disponible pour le marché.
Autrement dit : l’endroit où l’entreprise décide ce qui aura véritablement le droit d’exister dans la suite de la chaîne de valeur.
Dans certains cas, c’est l’API qui commande
Dans des environnements où la chimie est longue, capricieuse, coûteuse ou fortement capacitaire, le principe actif devient la ressource rare autour de laquelle tout s’organise.
Ici, le MPS s’établit naturellement au niveau API : c’est là que se jouent les arbitrages, les campagnes, les contraintes réglementaires lourdes.
La moindre décision à ce stade conditionne tout le reste.
Dans d’autres, c’est la formulation qui dicte le tempo
Dans de nombreuses usines pharmaceutiques, les goulots sont ailleurs : dans les cuves de formulation, les opérations de mélange ou les lignes nécessitant de lourds nettoyages.
Les enchaînements doivent être pensés avec soin, souvent en campagne, et chaque lancement coûte du temps, de l’argent, parfois même du rendement.
Dans ces contextes, c’est logiquement au niveau bulk, à l’étape de formulation, que se trouve le bon emplacement pour le MPS.
C’est là que le temps est précieux, que les arbitrages sont critiques, et que la discipline de planning fait la différence.
Et très souvent… c’est le produit fini qui reste la boussole incontournable
Pour la majorité des laboratoires, le MPS se construit sur les produits finis vendables, pour une raison simple :
c’est à ce niveau-là que se matérialise l’engagement vis‑à‑vis du marché.
Les décisions de service, les promesses aux filiales, les arbitrages entre pays ou entre segments thérapeutiques se jouent tous sur les SKU commercialisables.
C’est aussi ce niveau qui permet d’articuler efficacement la trajectoire du S&OP (par familles) avec un plan de production précis et engageant.
La solution la plus réaliste : un MPS « double niveau »
Dans beaucoup de réseaux pharmaceutiques modernes, la solution la plus efficace n’est pas un MPS unique, mais un MPS à deux niveaux, chacun jouant son rôle :
Un MPS industriel, positionné au niveau du goulot — API, formulation ou packaging, selon le site.
Un MPS commercial, positionné au niveau des produits finis vendables, pour sécuriser la disponibilité marché.
Les APS assurent la cohérence globale entre les deux niveaux.
Mais c’est le MPS qui transforme cette cohérence théorique en engagements concrets, tenables, crédibles.
En un mot : on ne place pas le MPS selon la nomenclature, mais selon l’impact des décisions
Ce qui compte, ce n’est pas l’étape.
Ce n’est pas la chimie ou la galénique.
Ce n’est pas la structure de la nomenclature elle‑même.
Ce qui compte, c’est l’endroit où une décision structure l’avenir du flux.
Là où l’entreprise dit : “ce lot sera produit”, “cette campagne sera lancée”, “cette disponibilité pourra être promise”.
C’est cela, le véritable positionnement du MPS.
Et c’est ce point d’ancrage — précis, engageant, irréversible — qui permet à toute la mécanique S&OP → MPS → Scheduling de fonctionner avec intelligence, fluidité et cohérence.
Conclusion : la supply chain moderne n’a pas trop de technologie — elle manque de structure
Alors que les Advanced Planning Systems (APS) promettent une planification continue et une optimisation en temps réel, de nombreuses entreprises s’interrogent sur la pertinence de conserver les étapes historiques du MRP2 — S&OP, MPS, ordonnancement. L’idée selon laquelle cette architecture séquentielle serait dépassée parce que la technologie calcule plus vite relève d’un contresens. La réalité opérationnelle montre l’inverse : plus les APS génèrent d’alertes et de scénarios, plus les organisations ont besoin d’un entonnoir décisionnel clair, allant du global au détaillé. Car dans une supply chain moderne, la performance ne naît pas du volume d’informations… mais de la capacité à les transformer en décisions stables, prises au bon niveau et au bon moment.
La planification industrielle – est aujourd’hui un pilier stratégique des entreprises industrielles. Mais derrière les outils sophistiqués et les tableaux Excel impeccables, un élément crucial reste trop souvent oublié : l’humain.
Trop d’organisations continuent de voir la planification comme un simple exercice intellectuel : maîtriser les outils, appliquer les méthodes, suivre les référentiels. Résultat ? Des plans brillants sur le papier, mais fragiles sur le terrain.
Le planificateur, chef d’orchestre invisible
Planificateurs, souvenez-vous : vous n’êtes pas de simples producteurs de plannings. Vous êtes les médiateurs entre des fonctions aux objectifs parfois divergents – ventes, production, achats, logistique. Vous traduisez les ambitions stratégiques en décisions concrètes et arbitrées. Souvent sans autorité hiérarchique directe, votre responsabilité sur la cohérence globale est énorme.
⸻
La technique ne fait pas tout
Certifications et formations professionnelles (APICS, ASCM…) structurent la fonction et diffusent un langage commun. Mais elles restent centrées sur la théorie et les modèles standardisés. Elles n’apprennent pas à gérer l’imprévu, à composer avec les contraintes opérationnelles ou à naviguer dans les équipes humaines.
⸻
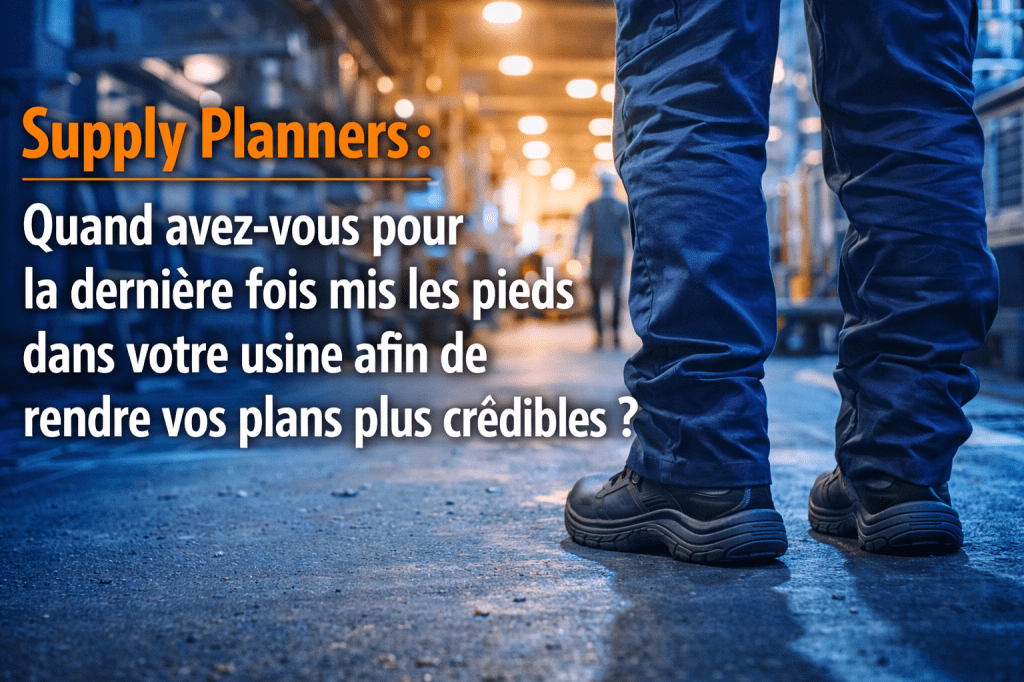
L’ancrage terrain, clé de crédibilité
Planificateurs, posez-vous cette question : quand êtes-vous allés pour la dernière fois sur le terrain pour observer, comprendre et ajuster vos plans ?
Je me souviens d’une conversation marquante avec le patron d’une équipe de planification centralisée. Je lui faisais part de mon regret : son équipe ne connaissait pas assez bien les usines et ne les visitait pas assez souvent. Il m’a répondu, sûr de lui, presque en l’air : « Ce n’est pas nécessaire du tout. Il suffit que les usines mettent leurs paramètres de capacité dans le système, et mon équipe n’aura plus qu’à leur envoyer les plans qu’il leur faudra ensuite exécuter. »
Cette réponse illustre parfaitement l’erreur fondamentale de nombreuses approches centralisées : la planification ne peut pas se réduire à une simple saisie de données et à des outils sophistiqués. Sans connaissance directe du terrain et compréhension des contraintes réelles, les plans restent théoriques et souvent inapplicables.
L’expérience montre que l’exposition directe aux sites industriels est un levier majeur de performance et de crédibilité. Les planificateurs qui visitent les ateliers, observent les flux et comprennent les comportements humains sont capables d’anticiper les points de rupture, d’ajuster leurs hypothèses et de construire des arbitrages réalistes et acceptés par tous. Ceux qui restent derrière leurs écrans risquent de produire des plannings séduisants sur le papier… mais inefficaces dans la réalité quotidienne.
⸻
Des succès qui cachent des rigidités
Certaines entreprises semblent performer malgré une planification très technique. Mais ces succès s’accompagnent souvent de structures lourdes : comités multiples, centralisation accrue, processus empilés. Cette sophistication compense le manque d’agilité, mais atteint vite ses limites face aux changements rapides ou aux crises externes.
⸻
Les qualités humaines, vrai moteur de performance
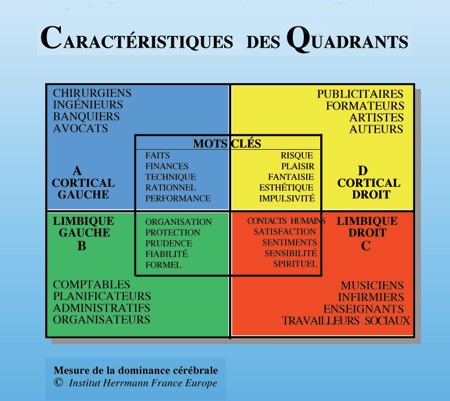
Au-delà des outils et des modèles, certaines qualités comportementales sont indispensables pour un planificateur efficace. Tous ne sont pas faits pour ce métier. Le modèle HBDI, qui décrit les préférences cérébrales et modes de pensée, illustre bien cette réalité : certaines personnes excellent dans l’analyse détaillée, d’autres dans la vision globale, la synthèse ou l’influence interfonctionnelle.
Le HBDI distingue quatre “quadrants” ou couleurs :
• Bleu – analytique : logique, précision, maîtrise des détails. Crucial pour le suivi des données, l’analyse des capacités et la vérification des plannings.
• Vert – organisationnel : structure, processus, discipline. Indispensable pour transformer les méthodes et standards en plans fiables et reproductibles.
• Jaune – stratégique : vision globale, anticipation, créativité. Nécessaire pour imaginer le MPS, comprendre les interdépendances entre lignes et sites, et préparer des scénarios alternatifs.
• Rouge – relationnel : communication, influence, sens humain. Essentiel pour arbitrer entre fonctions, convaincre les équipes et faire accepter les décisions sur le terrain.
Un planificateur pleinement efficace doit être capable d’activer ces quatre couleurs à différents moments de sa mission : le bleu et le vert pour produire des plans fiables, le jaune pour prendre de la hauteur et anticiper les problèmes, et le rouge pour négocier, convaincre et maintenir la cohésion entre les équipes.
Je me rappelle parfaitement mes débuts. J’avais commencé avec une approche très bleue et verte, concentré sur l’ordonnancement des ateliers de production. Rapidement, je me suis rendu compte que ma capacité à gérer l’ensemble des besoins de production était insuffisante. J’ai dû activer le jaune pour imaginer un MPS global (comment aurais-je pu imaginer faire l’ordonnancement de production sur 18 mois, comme me le demanda un jour, sans rire, le responsable Supply Chain d’une grande société pharmaceutique ) et encore plus le jaune avec du rouge pour construire un S&OP à présenter au comité de direction et convaincre mes interlocuteurs.
Cette progression montre que la planification de production demande une flexibilité cognitive : savoir passer d’une couleur à l’autre selon les enjeux et les moments critiques. Tout le monde n’a pas cette capacité innée, et c’est pourquoi il est essentiel de se poser la question avant d’engager quelqu’un dans cette fonction : possède-t-il ou elle l’agilité cognitive nécessaire pour devenir un planificateur performant ?
⸻
La planification comme miroir de la maturité managériale
La manière dont une entreprise structure et anime sa fonction de planification reflète sa maturité organisationnelle. Les organisations les plus performantes équilibrent méthodologie, compréhension opérationnelle et légitimité relationnelle.
⸻
Conclusion
Reconnaître la planification comme stratégique, c’est bien. La comprendre en termes humains, c’est mieux. Former et certifier, c’est nécessaire. Identifier les bons profils, les exposer au terrain et valoriser leurs qualités comportementales et cognitives, c’est indispensable. Sans cela, même les plans les plus brillants restent vulnérables.
Après plusieurs décennies passées au contact de la Supply Chain pharmaceutique, une conviction s’est imposée à moi: les organisations les plus robustes ne sont ni celles qui disposent des outils les plus sophistiqués, ni celles qui multiplient les initiatives ponctuelles ni celles qui possèdent les gens les plus brillants. Ce sont celles qui ont intégré, profondément et durablement, la pensée processus.
Bien avant que la digitalisation et le pilotage end-to-end ne deviennent des standards, certains leaders que j’ai croisé jadis, avaient d’emblée compris deux vérités fondamentales:
D’une part, que la qualité ne se décrète pas, elle se construit à partir de la valeur client (Customer-Driven Quality).
De ceci nous reparlerons par ailleurs, tant il semblerait qu’aujourd’hui cette focalisation des Entreprises sur le Client qui les fait vivre, semble remplacée suivant un pénible effet de mode, par l’OTIF, qui lui ne garantit en rien un parfait service à ce même client.
D’autre part, qu’aucune performance durable n’est possible sans considérer l’entreprise comme un ensemble de processus maîtrisés, ce que j’appelle le « Process thinking ».
J’ai eu la chance de grandir dans cet environnement, dans une entreprise (SmithKline Beecham) où des dirigeants visionnaires avaient identifié, bien avant qu’ils ne deviennent des « buzzwords », ces deux principes structurants du succès industriel.
Ces principes n’étaient ni théoriques ni décoratifs. Ils constituaient le socle culturel de l’organisation. Chaque processus devait être clairement défini, documenté, maîtrisé et transmis. Cette rigueur a permis d’obtenir des résultats prévisibles, reproductibles et conformes, condition indispensable à une performance pérenne.
Une définition simple, mais structurante
Un processus peut se définir comme une suite d’étapes organisées, chacune générant une valeur ajoutée pour un client interne ou externe.
Adopter une approche processus, c’est passer d’une gestion réactive à une discipline structurée, capable de garantir à la fois performance, conformité et résilience.
Le nouveau défi : des Supply Chains centralisées et interconnectées
Aujourd’hui, les organisations pharmaceutiques s’orientent vers des modèles de planification centralisés, intégrant à la fois des sites internes et des partenaires industriels externes (CMO). Cette évolution offre des gains indéniables en visibilité et en efficacité globale.
Mais sans une approche rigoureusement orientée processus, cette centralisation peut devenir un facteur de fragilité plutôt qu’un levier de performance.
Les risques d’une planification non structurée
Lorsqu’elle repose davantage sur les individus que sur des processus formalisés, la planification devient vulnérable. Les symptômes sont bien connus :
responsabilités fragmentées,
dépendance excessive aux expertises individuelles,
variabilité des résultats.
inefficiences et replanifications récurrentes.
Dans ce contexte, l’organisation peut donner l’illusion du contrôle… jusqu’à ce qu’une crise d’approvisionnement ou une rupture majeure révèle ses failles.
Le Process Thinking appliqué à la Supply Chain
Le Process Thinking consiste à concevoir et piloter chaque activité comme un système structuré, avec des entrées, des sorties, des responsabilités claires et des indicateurs de performance. Appliqué à la Supply Chain, cela implique notamment de :
cartographier les flux de bout en bout, de la demande client à la livraison finale ;
définir clairement les rôles et responsabilités (RACI) entre fonctions et partenaires ;
standardiser les étapes clés de la planification : gestion de la demande, planification capacitaire, ordonnancement, suivi d’exécution ;
documenter les flux, les rôles et les responsabilités , les règles, arbitrages et exceptions afin de garantir la conformité réglementaire;
déployer des indicateurs robustes et pertinents tels, l’adhérence au plan, le taux de replanification …;
Instaurer une dynamique d’amélioration continue via des revues de performance, des audits internes..
Mais surtout FORMER les acteurs des processus de manière a garantir leur fonctionnement correct.
Sans cette discipline, la Supply Chain se résume à une succession d’actions isolées et fragiles.
Avec elle, elle devient prévisible, agile et résiliente.
Prendre de la hauteur : l’éclairage du modèle HBDI
Mettre en place et maintenir le « Process Thinking » repose essentiellement sur la posture cognitive des décideurs. Le modèle HBDI (Herrmann Brain Dominance Instrument) met en évidence quatre grandes préférences de pensée :
Bleu (Rational) : analytique, orienté données et logique,
Vert (Safekeeping) : structuré, prudent, attaché aux règles,
Pour concevoir des processus robustes, les dirigeants doivent mobiliser pleinement le quadrant jaune, celui de la vision d’ensemble et de la conceptualisation.
Trop souvent, les organisations se focalisent sur les détails opérationnels avant même d’avoir défini l’architecture globale du système.
L’analogie de l’architecte : penser avant d’optimiser
J’ai souvent l’habitude lorsque je suis confronté à des interlocuteurs fascinés par le détail et incapables de prendre de la hauteur afin de « Penser Processus », d’utiliser la métaphore de l’architecte.
En effet, lorsqu’on confie un projet de construction d’un nouveau bâtiment à un architecte, on ne commence pas par discuter de l’emplacement des prises électriques. On définit d’abord le type de bâtiment, son usage, sa structure. Ce n’est qu’une fois la charpente pensée que les détails techniques prennent sens.
La planification Supply Chain doit suivre la même logique. Avant d’optimiser des paramètres ou de déployer des outils, il est essentiel de concevoir l’architecture globale : flux, interfaces, règles de gouvernance et modes de décision.
Cette approche, largement utilisée dans les cabinets de conseil, est un facteur clé de cohérence et de robustesse à long terme.
Conclusion : la pensée processus comme colonne vertébrale
La planification end-to-end est un enjeu stratégique majeur, mais elle ne peut être efficace sans un socle solide. Ce socle, c’est la pensée processus.
En Supply Chain Planning, plus qu’ailleurs, rien ne peut être laissé au hasard si l’on vise des résultats durables, conformes et résilients.
« À l’heure où une nouvelle mission d’intérim management me ramène aux sensations si particulières du commandement d’une équipe, je me surprends à retrouver, intact, le souvenir de ma toute première expérience, comme si le temps ne l’avait jamais altéré. »
« Rien ne vaut l’exemple d’un chef. Plus il viendra de haut, plus il portera de fruits. » — Maréchal Rommel
À vingt ans, j’ignorais tout du management. Le mot lui-même n’appartenait pas encore au vocabulaire courant, et certainement pas à celui des grandes écoles de l’époque, pas même à HEC Liège. On y enseignait l’économie, la finance, la stratégie peut-être, mais rarement l’art délicat de conduire des femmes et des hommes.
C’est ailleurs que je fis cette découverte. Dans un environnement familial et historique qui me conduisit, presque naturellement, à accomplir mon service militaire comme officier, au sein de l’une des plus belles unités de l’armée belge : le 12ᵉ de Ligne, Prince Léopold, à Spa.
Après cinq mois d’écolage — où, là encore, aucune notion explicite de management n’était au programme — je me retrouvai brusquement projeté dans la réalité du commandement. Quelques galons sur les épaules, face à quarante hommes issus de toutes les classes sociales que comptait alors la Belgique. Quarante trajectoires, quarante caractères, quarante histoires personnelles. Et un objectif commun que peu, à vrai dire, avaient réellement choisi : atteindre un niveau de condition physique et d’instruction militaire exigeant.
Où trouver, à cet âge, les ressources nécessaires pour entraîner tout ce petit monde ?
Je les cherchai d’abord dans mes lectures récentes. “Le Fil de l’épée” de Charles de Gaulle me marqua profondément, notamment par cette idée que tout chef doit conserver une part de mystère vis-à-vis de ceux qu’il commande, non pour se rendre inaccessible, mais pour incarner une fonction qui dépasse la simple proximité.
Je tenais aussi, plus instinctivement — conviction que le général de Villiers confirmera bien des années plus tard dans “L’Art d’être chef” — que le leader doit avant tout aimer les hommes placés sous sa responsabilité. Aimer, au sens exigeant du terme : respecter, comprendre, protéger sans jamais renoncer à l’exigence.
Durant ces dix mois de commandement, je pus vérifier chaque jour la justesse de cette intuition. En manifestant un respect sincère à chacun de mes soldats, en m’intéressant à sa personnalité, à ses centres d’intérêt, à ses fragilités parfois, je recevais en retour une loyauté que nul règlement n’aurait pu imposer.
Je n’oublierai jamais cette phrase qu’un ancien milicien, âgé de dix-huit ans à l’époque, au parcours de vie chaotique, me confia plus de quarante ans plus tard :
« Vous avez été, mon Lieutenant, le premier qui m’ai regardé et accepté pour ce que j’étais… mais surtout pour ce que je n’étais pas. »
Une autre source d’inspiration déterminante me vint de l’officier breveté d’état-major qui commandait notre unité : le lieutenant-colonel Antheunissens. Il incarnait une autorité naturelle faite d’aisance, de charisme et, surtout, d’une proximité rare avec ses officiers comme avec la troupe.
Il fallait l’avoir vu, au cœur de la nuit, descendre dans les tranchées creusées par ses fusiliers transis de froid, converser longuement avec chacun d’eux, s’enquérir de leurs peurs, de leur fatigue, de leur inconfort, pour comprendre ce qu’est, en vérité, le miracle de la proximité.
C’est à ce moment que je fis mienne cette maxime attribuée au maréchal Rommel :
« Rien ne vaut l’exemple d’un chef. Plus il viendra de haut, plus il portera de fruits. »
Mais de quel exemple parle-t-on réellement ?
⸻
L’exemple, la proximité, la légitimité
Dans le monde professionnel, les compétences techniques et les processus structurés sont indispensables. Ils ne suffisent pourtant pas à créer des équipes performantes et engagées. Ce qui fait la différence, durablement, tient à trois piliers : l’exemplarité du leader, sa proximité physique et humaine, et sa crédibilité issue de l’expérience vécue.
Le leadership par l’exemple consiste à montrer, par ses actes, ce que l’on attend des autres. Lorsqu’un manager respecte les règles qu’il édicte, assume ses responsabilités et incarne les comportements qu’il promeut, il inspire naturellement confiance et adhésion. Le message cesse d’être théorique : il devient tangible.
Dans des environnements exigeants comme l’industrie pharmaceutique — où la rigueur, la conformité et la responsabilité ne souffrent aucun compromis — cette exemplarité peut faire la différence entre la maîtrise et l’échec opérationnel.
Mais l’exemple, à lui seul, ne suffit pas. La proximité est son prolongement naturel. Être présent sur le terrain, accessible, visible, à l’écoute, permet de comprendre la réalité quotidienne des équipes, d’ajuster les décisions aux contraintes réelles et de créer un climat de confiance propice à l’expression des difficultés comme des idées.
Enfin, la puissance d’un manager s’accroît encore lorsqu’il parle avec l’autorité de l’expérience. Celui qui a démontré sa capacité à faire le métier de ses collaborateurs décide avec justesse. Il corrige sans humilier. Il juge sans arbitraire. Et surtout, il est écouté, parce qu’il sait exactement de quoi il parle.
La combinaison de ces trois dimensions — l’exemple, la proximité et la légitimité opérationnelle — transforme le manager en véritable leader. Il ne se contente plus de diriger : il influence, fédère et inspire.
⸻
Conclusion
Un bon manager ne gouverne pas depuis un bureau. Il montre l’exemple, partage le terrain et s’exprime avec la crédibilité de celui qui a vécu ce qu’il exige.
Comme le rappelait Rommel, l’exemplarité porte des fruits. Mais elle n’en porte pleinement que lorsqu’elle est incarnée, vécue au quotidien, et soutenue par une connaissance intime du travail de ceux que l’on conduit.
Le compromis à la belge : un modèle de gouvernance collaborative sous contrainte temporelle — éclairé par une expérience de terrain.
En entrant dans le monde de la Supply Chain au sein de l’industrie pharmaceutique, j’ai eu la chance de bénéficier d’un mentorat singulier. Mon mentor — une femme remarquable, à la fois brillante et volontaire, mais très différente de moi sur le plan du tempérament — m’enseignait une vision classique du rôle de planificateur : « Tu décides, ils exécutent. »
Une approche directe, presque militaire.
Même à la sortie de mon service militaire, où j’avais commandé un peloton d’infanterie en tant que jeune officier, cette manière de fonctionner me restait profondément étrangère.
Cette divergence méthodologique m’avait d’ailleurs valu, non sans humour, le surnom de « Monseigneur », tandis que je l’appelais affectueusement « la Baronne », mélange d’amitié, de respect et d’ironie.
Ma manière de travailler reposait sur un autre fondement : la conviction que la performance collective naît du dialogue, pas de l’autorité verticale.
Pour planifier efficacement, je passais du temps avec mes interlocuteurs : expliquer mes scénarios, partager les enjeux clients, écouter leurs contraintes, comprendre leurs priorités opérationnelles.
L’objectif restait clair et non négociable : assurer le service au client tout en garantissant l’efficacité pour l’entreprise — deux exigences parfois en tension, mais jamais incompatibles lorsqu’on adopte une approche collaborative structurée.
Ce vécu personnel éclaire directement la philosophie du compromis à la belge, souvent mal compris, parfois caricaturé, mais fondamentalement orienté vers la performance par la co-construction.
⸻
Le compromis à la belge : un système de décision collaborative sous contrainte
Loin de l’image d’un processus interminable, le compromis à la belge constitue un modèle de gouvernance polycentrique, particulièrement pertinent pour les organisations où les enjeux sont multiples et les parties prenantes interdépendantes.
1. Co-construction et légitimité partagée
La logique de décision repose sur un principe central : aucune partie ne détient l’ensemble des leviers.
Cela impose une gouvernance fondée sur :
• la co-construction,
• la mise en cohérence progressive des intérêts,
• et la légitimité distribuée.
Une dynamique très proche des environnements Supply Chain, où finance, production, qualité et planification doivent converger malgré des objectifs partiels parfois contradictoires.
2. Une négociation time-boxed, et non une dérive interminable
Contrairement au cliché des “500 jours sans gouvernement”, la véritable mécanique du compromis à la belge s’appuie sur des fenêtres temporelles strictes : bouclages budgétaires, échéances réglementaires, contraintes opérationnelles.
Le processus est ouvert dans la méthode, mais fermé dans le temps, selon une logique de time-boxed negotiation largement étudiée en management.
3. La tension productive comme moteur
La scène de deux négociateurs transpirant autour d’une table illustre cette tension productive — un état cognitif et organisationnel qui, lorsqu’il est bien canalisé,
• stimule la créativité,
• accélère la convergence,
• renforce l’engagement dans la solution finale.
C’est précisément cette tension constructive que je vécu dans mon expérience : expliquer, écouter, arbitrer, aligner — tout en maintenant fermement le cap client.
4. Une application directe aux environnements complexes
Dans les entreprises multi-sites, régulées et fortement contraintes, la décision unilatérale produit rarement des résultats durables.
Le modèle du compromis à la belge offre un cadre robuste :
• structuration de la négociation,
• clarification des non-négociables,
• écoute active,
• imagination opérationnelle,
• décisions orientées exécution.
5. Un compromis final robuste parce que partagé
Le consensus obtenu n’est pas mou :
il est robuste, parce qu’il est accepté, compris et exécuté par l’ensemble des acteurs.
C’est ce qui améliore :
• la vitesse de mise en œuvre,
• la qualité opérationnelle,
• l’adhésion interne,
• la résilience organisationnelle.
⸻
En somme, le compromis à la belge n’est pas une faiblesse, mais une méthodologie de décision collective performante, en particulier dans les environnements industriels exigeants où l’autorité hiérarchique seule ne suffit pas.
Mon propre parcours l’a parfaitement illustré à de très nombreuses reprises : la performance durable naît moins de l’imposition que de l’alignement intelligent, structuré et orienté vers un objectif commun.
Dans le monde industriel, la méthode 5S est souvent présentée comme un ensemble de bonnes pratiques destinées à améliorer l’ordre, la propreté et l’efficacité des espaces de travail. Rien, a priori, ne semble la relier à des concepts comme la délinquance ou la tolérance zéro. Et pourtant, plusieurs experts de la qualité et de la performance opérationnelle établissent aujourd’hui un parallèle surprenant : les mécanismes qui conduisent à la dégradation d’un quartier sont très proches de ceux qui mènent à la dégradation d’un système de production.
Le point de convergence se trouve dans un principe comportemental bien connu des criminologues : la théorie des « fenêtres brisées ». Cette théorie avance que lorsqu’une petite dégradation n’est pas réparée – une vitre cassée, un graffiti, un déchet abandonné – elle envoie le signal que l’environnement n’est plus surveillé. Peu à peu, d’autres incivilités apparaissent, puis, à terme, des actes de délinquance plus sérieux.
En milieu industriel, les experts reconnaissent une mécanique identique. Un outil laissé hors de son emplacement, un poste de travail non nettoyé, une identification manquante sur un produit ou un chariot : autant de « petites fenêtres brisées » qui, si elles ne sont pas corrigées immédiatement, finissent par installer un climat de tolérance implicite à la déviation. De proche en proche, c’est la rigueur du système qui s’érode, jusqu’à générer des incidents qualité, des non-conformités, voire des situations à risque pour les opérateurs.
La méthode 5S, développée au Japon et adoptée dans de nombreuses industries mondiales, repose précisément sur le principe inverse : l’élimination systématique de ces micro-écarts. En imposant un cadre strict – chaque outil à sa place, chaque anomalie traitée immédiatement, chaque standard appliqué sans exception – le 5S vise à créer un environnement où l’écart n’a aucune chance de s’installer. Autrement dit, une forme de tolérance zéro appliquée non pas à la sanction, mais à la prévention.
Les défenseurs de ce parallèle assurent que l’enjeu dépasse largement la simple organisation d’un atelier. Selon eux, il s’agit d’un véritable mécanisme de protection du système : empêcher que de petits relâchements ne viennent fragiliser l’ensemble de la chaîne de production. Un principe qui, transposé au quotidien, rappelle que la performance industrielle se construit moins sur des initiatives ponctuelles que sur une discipline collective constante.
Ainsi, si la comparaison entre 5S et délinquance peut sembler audacieuse, elle met en lumière une vérité opérationnelle essentielle : la robustesse d’un environnement – qu’il soit urbain ou industriel – dépend d’abord de la manière dont les moindres écarts sont traités. La tolérance zéro n’est ici ni une posture répressive ni un slogan, mais une condition de stabilité. Et c’est sans doute dans cette vigilance quotidienne que se joue la performance durable des organisations