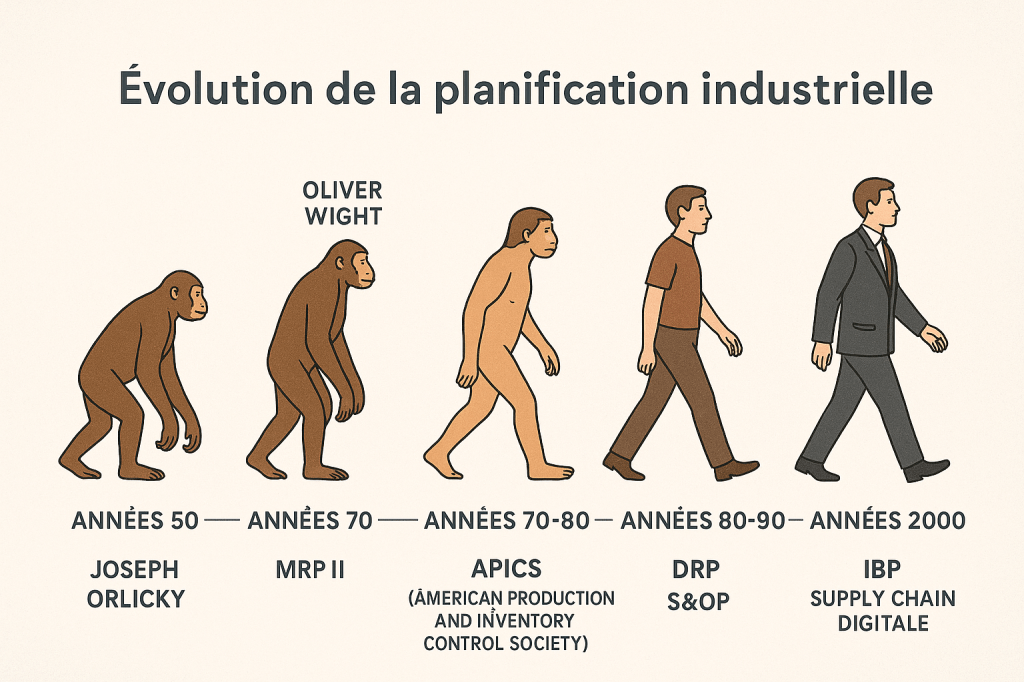
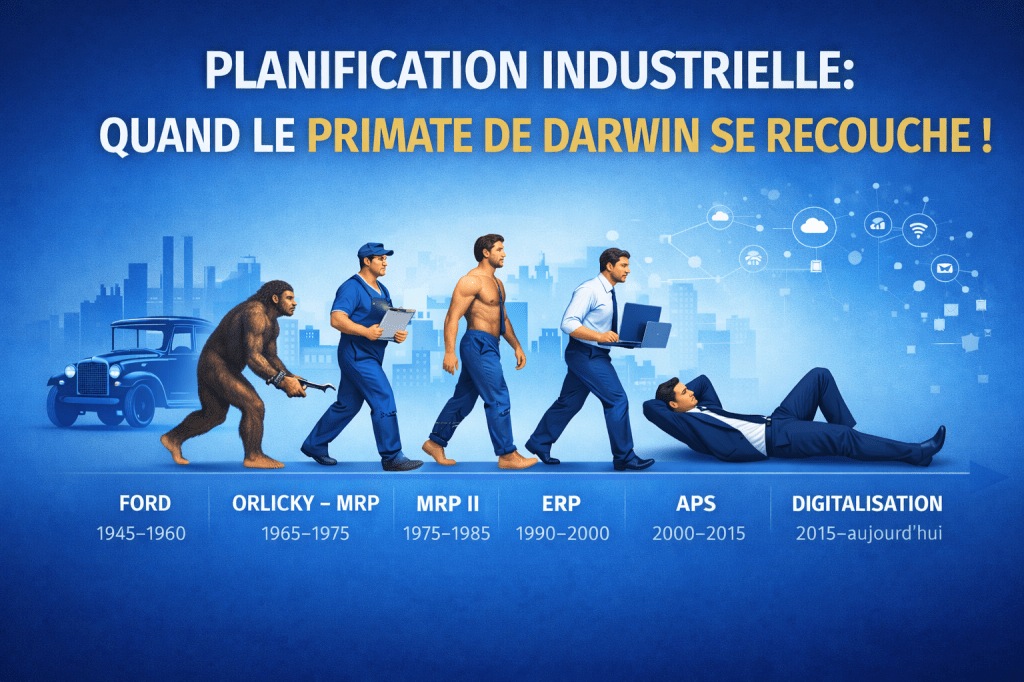
Dans ma vie professionnelle, il m’arrive parfois de me sentir comme à ce moment précis de l’évolution, de l’Humain, où le primate se redresse et devient homme; parfois il m’arrive aussi d’être confronté à des situations où après voir franchi bien des étapes dans son évolution, l’Homme soudain régresse et se couche.
Ce sentiment surgit lorsque je vois des acteurs enthousiastes, mais présomptueux, ignorer les leçons du passé pour mettre en œuvre des solutions complexes et prétendument innovantes. C’est fascinant, parfois impressionnant… mais souvent un peu risqué. Et peu efficace.
J’ai toujours considéré que dans le domaine de la planification industrielle depuis la fin de la seconde guerre mondiale, il n’y a a jamais eu de révolution, seulement des évolutions, étape par étape, sans rupture spectaculaire, mais avec des progrès réels et constants heureusement accélérés ces dernières années par la foudroyante évolution technologique.
L’histoire étape par grandes étapes
Tout commence avec Ford, juste après la guerre, entre 1945 et 1960. Les lignes de production sont simples, le flux est linéaire, et la planification repose sur une logique push pragmatique. La simplicité est stratégique, pas primitive. Les industriels apprennent à organiser la production dans un monde en reconstruction.
Puis, dans les années 1965–1975, Orlicky invente le MRP. Les besoins en matières deviennent visibles et planifiés, les nomenclatures structurées, et la gestion des stocks s’organise. La planification gagne en discipline et commence à anticiper les besoins plutôt que simplement réagir.
Entre 1975 et 1985, arrive MRP II. La boucle se ferme : capacité, ordonnancement, S&OP, tout est intégré. La planification devient plus rigoureuse, capable de gérer la complexité croissante des produits et des lignes de production.
Dans les années 1990, l’ERP permet d’étendre cette rigueur à l’ensemble de l’entreprise. La standardisation des processus et l’intégration à l’échelle globale apportent la discipline opérationnelle, sans changer la logique de planification, mais en la déployant plus largement.
Au tournant des années 2000, l’APS introduit l’ordonnancement à capacité finie et la simulation de scénarios. Les décisions deviennent plus sophistiquées, mais toujours enracinées dans les fondations précédentes.
Enfin, à partir de 2015 environ , la digitalisation transforme la planification avec des données en temps réel, l’intelligence artificielle, l’analytique avancée et la connectivité. L’exécution devient plus rapide, plus visible, plus réactive, mais jamais indépendante des principes historiques.
Le diagramme évolutif
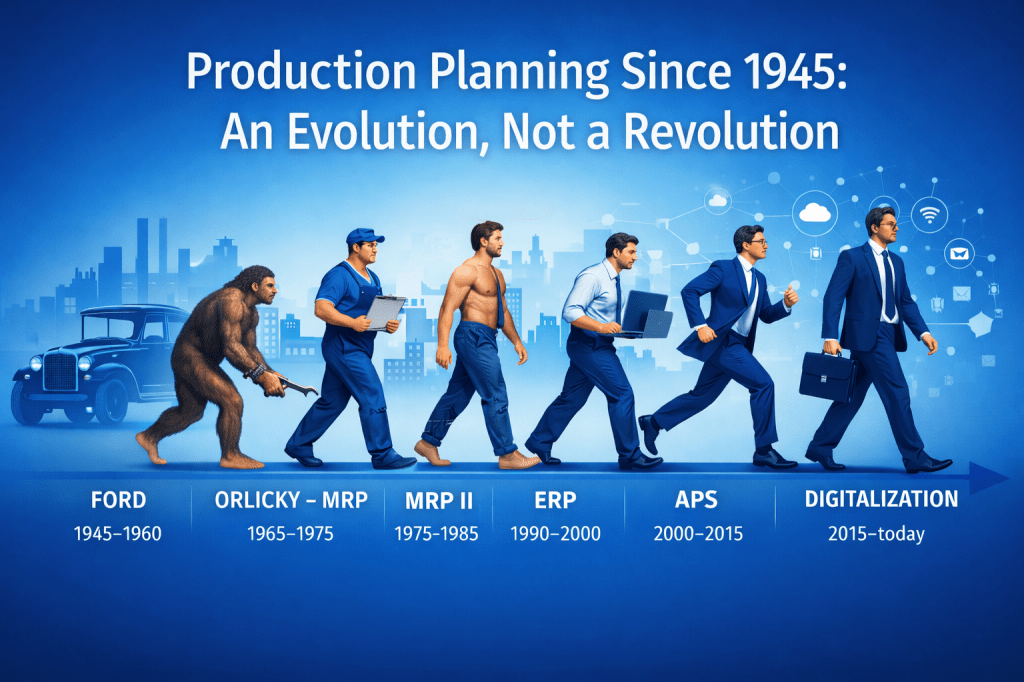
Chaque étape s’appuie sur la précédente. Ce n’est pas une révolution qui efface l’histoire, mais une suite d’adaptations intelligentes, où chaque jalon amplifie les enseignements du passé.
Ce que les leaders modernes doivent retenir
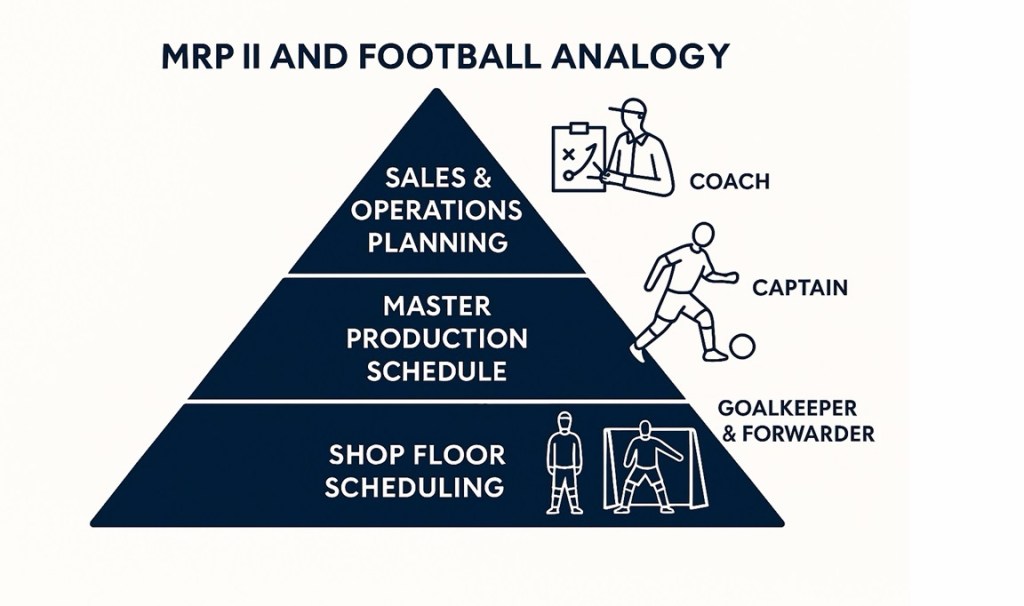
L’approche progressive héritée du MRP II — matérialisée par le flux S&OP → MPS → Detailed Scheduling — demeure un pilier incontournable de la planification industrielle, même dans un contexte intégrant des solutions APS. Chaque niveau de planification correspond à un horizon temporel spécifique, une granularité adaptée et un degré d’importance précis dans la hiérarchie décisionnelle. La finesse des décisions s’accroît à mesure que l’on descend dans la hiérarchie, garantissant que l’exécution en atelier reste maîtrisée et sécurisée.
Les outils modernes accélèrent les cycles et enrichissent la prise de décision, mais ils ne substituent pas la rigueur et la séquentialité de cette structure hiérarchique.
Ignorer cette démarche progressive n’est pas synonyme d’innovation : c’est amplifier les erreurs du passé, à une vitesse et une échelle accrues.
Conclusion :« La mémoire : le tremplin de la nouveauté »
Depuis 1945, la planification de la production a évolué pas à pas, leçon après leçon. Les organisations qui réussissent aujourd’hui sont celles qui :
• Comprennent la continuité derrière l’innovation
• Connaissent les raisons pour lesquelles les méthodes passées ont fonctionné
• Exploitent la technologie pour amplifier l’expérience, pas la remplacer
Dans la planification industrielle, le succès appartient à ceux qui savent pourquoi le passé existait et comment le faire évoluer intelligemment.
Emmanuel de Ryckel