In the pharmaceutical industry, centralizing supply chain planning functions has gradually become the standard. The goal seemed clear: harmonize processes, improve end-to-end visibility, and enable more coherent capacity decisions on a global scale. This approach has indeed brought real benefits in terms of strategic oversight and coordination between markets and production.
Yet behind this apparent success lies a deeper imbalance. By transferring most planning responsibilities to global entities, local planning functions—particularly at the factory level—have gradually been stripped of their substance. Their role, once central to operational control on site, is often reduced to executing plans decided elsewhere. This gradual shift has led to a loss of autonomy, purpose, and sometimes industrial performance.
How can this trend be reversed?
The Paradox of Centralization
A supply chain can only perform well if each of its links does. Behind every global plan lies a complex industrial reality, full of constraints, uncertainties, and daily trade-offs. Planning truly proves its value on the factory floor, where adaptation and local optimization happen. A strategy only matters if it can be executed rigorously and responsively—directly depending on the skills and autonomy of local teams.
The most advanced organizations understand this: global performance is not built against the field but with it. Global Planning sets the direction, prioritizes, and arbitrates. Local Planning translates this vision into action, optimizing resources and managing performance in close alignment with real-world constraints.
The Critical Role of Local Planning
Revaluing local planning functions means acknowledging their decisive role in supply chain reliability. Local planners ensure stable production plans, anticipate deviations, and adjust sequences according to actual capacity.
They also guarantee continuity of supply to markets and, consequently, the quality of service delivered to customers. In this context, the most relevant metrics are not only internal: Service Level to Customers, days of stockouts, and product availability reflect actual performance far better than OTIF alone, which is often perceived as a logistics metric disconnected from the customer experience.
Restoring Meaning to local Planning
Putting factory planners back at the center restores purpose to planning itself. These are experts of industrial reality, professionals capable of turning a global vision into reliable execution.
Reestablishing the role of local planning begins with clarifying responsibilities and improving the complementarity between global and local teams. Globally, priorities lie in coordination, strategic alignment, and capacity arbitration between sites. Locally, planning focuses on execution optimization, fine-tuned constraint management, and short- to medium-term control.
For this complementarity to work, a bi-directional model is essential: local teams don’t just execute global decisions—they feed global planning with reliable data, highlight constraints, and propose trade-offs. Regular feedback loops—such as weekly reviews of local constraints with Global Planning—turn these interactions into real performance levers.
At the same time, it is crucial to build a rewarding career path for local planners. Clear career progression enables them to evolve into recognized expert roles, such as “Site Planning Master” or “Local Supply Chain Optimization Lead.”
Creating a cross-functional network of planning experts, visible and valued alongside global functions, further reinforces their recognition. Finally, highlighting local gains achieved through optimization initiatives—Lean Planning, automation, simulations—demonstrates the strategic impact of these teams on overall performance.
Global Excellence Starts in the factories
Global excellence is not commanded from headquarters. It is built every day—on the shop floor, in planning offices, close to operations. Local planners are the discreet artisans of this excellence: embodying rigor, responsiveness, and resilience that distinguish a well-managed supply chain from a truly high-performing one.
By placing local planning at the heart of operations, companies strengthen agility, coherence, and their ability to respond effectively to market needs.
It is in this alliance between global vision and local excellence that the true competitiveness of the supply chain is decided.
How are you empowering local planning functions in your organization?
Dans l’industrie pharmaceutique, la centralisation des fonctions de planification de la Supply Chain s’est imposée au fil des années comme une évidence. L’objectif semblait clair : harmoniser les processus, améliorer la visibilité de bout en bout et permettre des arbitrages capacitaires plus cohérents à l’échelle mondiale. Cette logique a apporté de réels bénéfices en matière de pilotage stratégique et de coordination entre marchés et production.
Mais derrière cette réussite apparente se cache un déséquilibre profond. En transférant la majeure partie des responsabilités de planification vers les entités globales, on a peu à peu vidé de leur substance les fonctions locales, notamment celles des planificateurs d’usine.
Leur rôle, autrefois central dans la maîtrise opérationnelle du site, s’est souvent réduit à l’exécution de plans décidés ailleurs. Ce glissement progressif a conduit à une perte d’autonomie, de sens et parfois de performance industrielle.
Comment donc renverser cette tendance ?
Le paradoxe de la centralisation
Une Supply Chain ne peut être performante que si chacun de ses maillons l’est aussi. Derrière chaque plan global se cache une réalité industrielle complexe, faite de contraintes, d’aléas et d’arbitrages quotidiens. C’est dans les usines que la planification prend toute sa valeur : celle de l’adaptation et de l’optimisation locale. Une stratégie n’a de valeur que si elle peut être exécutée avec rigueur et réactivité, et cela dépend directement de la compétence et de l’autonomie des équipes locales.
Les organisations les plus avancées l’ont bien compris : la performance globale ne se construit pas contre le terrain, mais avec lui. Le Global Planning définit la direction, priorise et arbitre. Le Local Planning, lui, traduit cette vision en action, en optimisant les ressources et en pilotant les performances au plus près des contraintes réelles.
Le rôle décisif du planning local
Revaloriser les fonctions de planning local, c’est reconnaître qu’elles jouent un rôle décisif dans la fiabilité de la Supply Chain. Ce sont elles qui garantissent la stabilité des plans de production, anticipent les dérives et ajustent les séquences en fonction des capacités réelles.
Ce sont aussi elles qui assurent la continuité d’approvisionnement sur les marchés et, par conséquent, la qualité du service rendu aux clients. Dans ce cadre, les indicateurs les plus pertinents ne sont pas seulement internes : le Service Level to Customers, le nombre de jours de rupture ou encore la disponibilité produit mesurent bien mieux la performance réelle que le seul OTIF, trop souvent perçu comme un indicateur logistique déconnecté du ressenti client.
Redonner du sens à la planification : quel plan pour revaloriser les fonctions locale
Redonner toute leur place aux planificateurs d’usine, c’est redonner du sens à la planification elle-même. Ce sont des experts de la réalité industrielle, des professionnels capables de transformer une vision globale en exécution fiable.
Redonner toute sa place aux fonctions de planning local commence par une clarification des rôles et une meilleure complémentarité entre les équipes globales et locales. Au niveau global, la priorité est la coordination, l’alignement stratégique et l’arbitrage capacitaire entre sites. Le planning local, quant à lui, se concentre sur l’optimisation de l’exécution, la maîtrise fine des contraintes et le pilotage à court et moyen terme.
Pour que cette complémentarité fonctionne, il est essentiel d’adopter un modèle bi-directionnel: le local ne se limite pas à exécuter les décisions globales, il fournit au global des données fiables, signale les contraintes et propose des arbitrages. L’instauration d’un “feedback loop” régulier – par exemple à travers une revue hebdomadaire des contraintes locales avec le Global Planning – permet de transformer ces échanges en véritable levier de performance.
Parallèlement, il est crucial de reconstruire une filière de carrière valorisante pour les planificateurs locaux. Cela passe par la définition d’un parcours de carrière clair, offrant la possibilité d’évoluer vers des postes d’experts reconnus, tels que “Site Planning Master” ou “Local Supply Chain Optimization Lead”.
La création d’un réseau transverse d’experts planning, visible et valorisé comme les fonctions globales, contribue également à renforcer leur reconnaissance.
Enfin, mettre en avant les gains obtenus localement grâce à des initiatives d’optimisation – Lean Planning, automatisation ou simulation – permet de montrer concrètement l’impact stratégique de ces équipes sur la performance globale.
L’excellence globale naît du terrain
L’excellence globale ne se décrète pas depuis un siège. Elle se construit, chaque jour, dans les ateliers, dans les bureaux de planning, dans la proximité avec les opérations. Les planificateurs locaux en sont les artisans discrets : ils incarnent la rigueur, la réactivité et la résilience qui font la différence entre une Supply Chain bien pilotée et une Supply Chain réellement performante.
En replaçant le planning local au cœur du dispositif, les entreprises renforcent leur agilité, leur cohérence et leur capacité à répondre efficacement aux besoins du marché. C’est là, dans cette alliance entre vision globale et excellence locale, que se joue la véritable compétitivité de la Supply Chain.
Et vous, comment valorisez-vous les fonctions de planning local dans votre organisation ? #SupplyChain #Pharma #Planning #Leadership #OperationalExcellence
Why do so many Supply Chain experts persistently focus on the OTIF performance indicator — On Time In Full — whether to assess a subcontractor, a supplier, or even their own plant? Because OTIF is seductive. It reassures. It offers the illusion of simplicity, a single truth, and total control. At first glance, it seems to represent the promise of a satisfied customer: deliver on time, deliver the right quantity, deliver what was ordered. The industrial dream summed up in four letters. The real key indicator of any Supply Chain’s health, however, remains the level of Service to the Customers who keep us alive.
You can easily spot the OTIF believers. They speak in percentages, swear by their dashboards, and treat any deviation from target as a mortal sin. The world around them may be falling apart — shortages, overstocks, runaway costs, exasperated customers — it doesn’t matter: as long as the OTIF looks good, everything’s fine.
Yet OTIF is nothing more than the GPS of the blind — version 4.0 of magical thinking. We stop trying to understand the system; we just rate it. We no longer manage the flow; we evaluate it. We follow the voice of the GPS, even when we’re clearly getting lost.
Behind the apparent simplicity of OTIF lies a worrying intellectual poverty. Relying only on that indicator means confusing consequence with cause, result with control, measurement with understanding.
True Supply Chain professionals know that OTIF is just a thermometer. The performance of a supply network, a factory, or a major CMO cannot be reduced to delivery punctuality. It lies in process robustness, variability control, flow synchronization, quality of decision-making, and the ability to respond intelligently to the unexpected.
But of course, measuring these dimensions requires discernment, method, and above all, a management culture based on causes rather than symptoms. It’s far less “sexy” than waving a percentage in an executive committee meeting.
In many companies, OTIF has become the fig leaf covering a deep misunderstanding of how Supply Chains actually work. It’s brandished like a totem, discussed religiously every month, yet rarely questioned for what it truly reveals. A 98% OTIF can easily conceal an organization under stress, bloated inventories, absurd trade-offs, and frustrated customers.
The ignorant will settle for it, as OTIF gives them the illusion of rigor. The others — those who truly understand Supply Chain — see it for what it is: a useful signal, yes, but only when read within a systemic framework, connected to indicators of reliability, flexibility, collaboration, and governance.
OTIF should never be a goal. It’s a symptom. And as long as we confuse fever with disease, the Supply Chain will remain a fragile mechanism observed from afar, rather than a living system we understand, nurture, and help grow.
Pourquoi tant d’experts en Supply Chain management se focalisent-ils maladroitement sur l’indicateur de performance OTIF — On Time In Full — que ce soit pour mesurer la performance d’un sous-traitant, d’un fournisseur ou même de leur propre usine ?
Parce que l’OTIF est séduisant. Il rassure. Il offre l’illusion d’un chiffre simple, d’une vérité unique et d’un contrôle total. À première vue, cet indicateur semble incarner la promesse du client satisfait : livrer à l’heure, livrer la bonne quantité, livrer ce qui a été commandé. Le rêve industriel résumé en quatre lettres. L’indicateur clé du bon fonctionnement d’une Supply Chain est et restera le Service aux Clients qui nous font vivre.
Les adeptes de l’OTIF se reconnaissent facilement. Ils parlent en pourcentages, ne jurent que par leurs dashboards, et considèrent tout écart à la cible comme un péché mortel. Le monde autour d’eux peut bien s’effondrer — ruptures, surstocks, coûts délirants, clients exaspérés — peu importe : l’OTIF est bon, donc tout va bien.
Pourtant, l’OTIF c’est le GPS des aveugles, c’est la version 4.0 de la pensée magique. On ne cherche plus à comprendre le système, on le note. On ne pilote plus le flux, on l’évalue. On suit la voix du GPS, même quand on commence à s’égarer.
Derrière ce vernis de simplicité qu’est l’OTIF, se cache en effet une pauvreté intellectuelle inquiétante. Car se limiter à cet indicateur, c’est confondre la conséquence avec la cause, le résultat avec la maîtrise, la mesure avec la compréhension.
Les vrais professionnels du Supply Chain management savent que l’OTIF n’est qu’un thermomètre. La performance d’un réseau d’approvisionnement, d’une usine ou d’un CMO important ne se réduit pas à la ponctualité de la livraison : elle réside dans la robustesse du processus, la maîtrise des variabilités, la synchronisation des flux, la qualité du pilotage décisionnel et la capacité à réagir intelligemment face à l’imprévu.
Mais voilà, mesurer ces dimensions demande du discernement, de la méthode, et surtout une culture du management par les causes plutôt que par les symptômes. C’est beaucoup moins “sexy” que d’agiter un pourcentage dans un comité de direction.
L’OTIF, dans bien des entreprises, est devenu le cache-misère d’une incompréhension profonde des mécanismes de la Supply Chain. On le brandit comme un totem, on le commente religieusement chaque mois, sans jamais interroger ce qu’il reflète vraiment. Or, un 98 % d’OTIF peut dissimuler une organisation sous tension, des stocks explosés, des arbitrages absurdes et des clients frustrés.
Les ignorants en Supply Chain s’en contenteront, car l’OTIF leur donnera une illusion de rigueur. Les autres, ceux qui en savent davantage, le regardent pour ce qu’il est : un signal utile, certes, mais seulement s’il s’inscrit dans une lecture systémique, relié à des indicateurs de fiabilité, de flexibilité, de collaboration et de pilotage.
L’OTIF ne peut jamais être un but. C’est un symptôme. Et tant qu’on confondra la fièvre avec la maladie, la Supply Chain restera gérée comme une mécanique fragile qu’on observe de loin, plutôt qu’un organisme vivant qu’on comprend et qu’on fait grandir.
Qu’est-ce qui a vraiment changé dans le domaine de la planification industrielle ces 50 dernières années, sinon le fait que chaque avancée technologique et chaque élargissement du champ d’application, a donné lieu à de nouveaux acronymes et à des tentatives purement Commerciales et Marketing des entreprises de Conseil et de fournisseur de systèmes, visant à rendre « ringard » ce qui avait été fait auparavant.
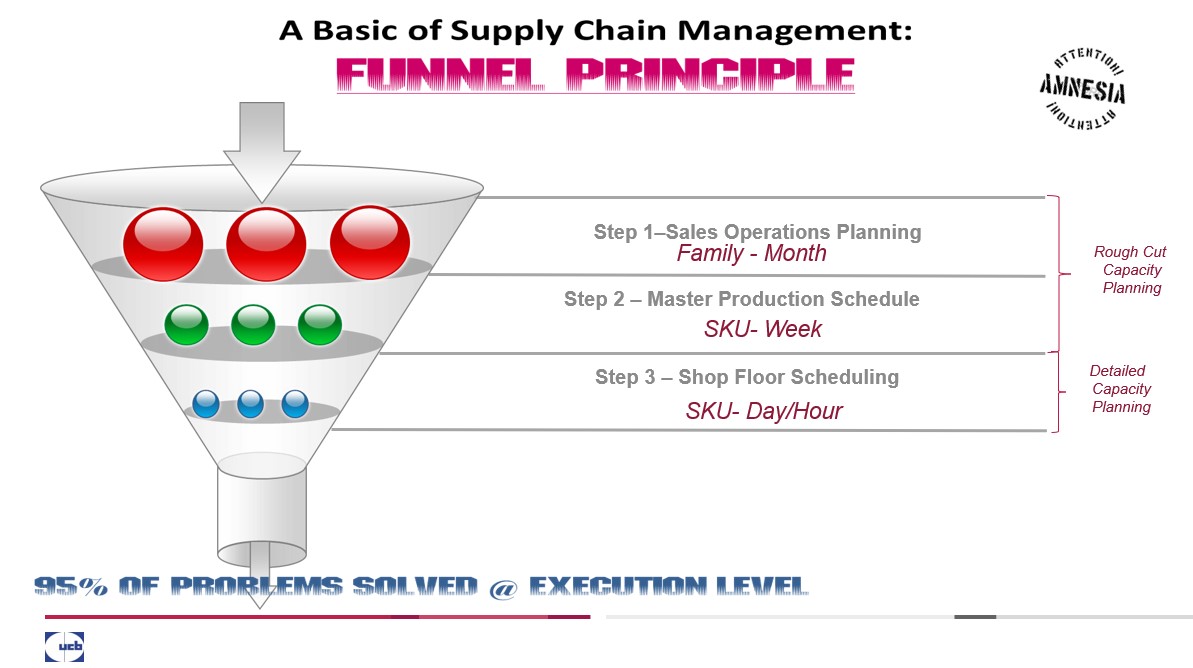
Cependant, quel que soit le système, rien ne pourra jamais remplacer la pertinence de l’approche en trois niveaux, ce que j’appelle la méthode de l’entonnoir (S&OP/RCCP, MPS, Shop Floor Scheduling) développée durant l’invention du principe MRP2. Ce qui rend le MRP2 si important et pénalise ceux qui sont attachés à l’histoire de la planification industrielle, c’est que cette abréviation de trois lettres représente à la fois un système de calcul informatique et une méthode de planification industrielle d’une logique infaillible.
L’intérêt de cette approche, déjà préconisée à l’époque, était de débuter par une analyse macroscopique approfondie de la demande à long terme ainsi que des possibilités du réseau industriel d’y répondre (S&OP). En prenant du recul grâce à cette vision globale de la chaîne d’approvisionnement, il était possible d’anticiper les problèmes majeurs et de prendre des décisions éclairées. Cette perspective panoramique locale ou globale de la chaîne d’approvisionnement a également permis aux entreprises, depuis cette époque lointaine, de réduire l’écart entre leur stratégie et leurs objectifs opérationnels quotidiens. Une véritable opportunité pour aligner les décisions quotidiennes avec les objectifs à long terme.
La logique nous dictait alors de nous concentrer sur un horizon plus restreint, à savoir le court et moyen terme, afin de planifier plus en détail les décisions prises lors du processus S&OP. Cette approche nous permet a ce stade de déjà prendre des engagements fermes envers nos clients. Pour ce faire, il essentiel de vérifier avec précision la disponibilité de nos capacités industrielles ainsi que des matières premières.
Vient enfin le temps de la préparation de l’exécution à très court terme, avec l’ordonnancement fin, l’allocation des matières voir du personnel sur les équipements.
En réalité ce qui a changé depuis 50 ans, est qu’après le système Mrp 2 au départ s’adressait à une composante seulement de l’entreprise, la planification de la production et des approvisionnements matières ; ce n’est que fin des années 90 qu’apparurent les ERP , et la prise en compte dans un même système de la totalité des composantes de l’entreprise. Que n’ai-je entendu à l’époque sur le triste destin du MRP2 et de sa puissante philosophie?
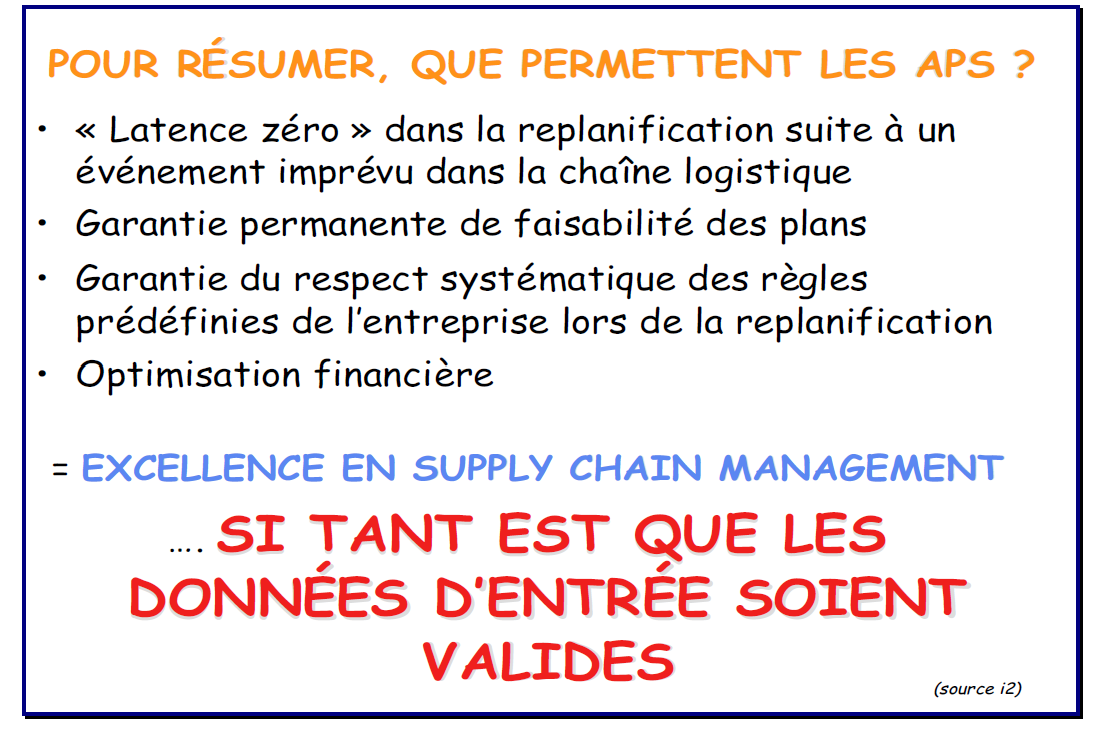
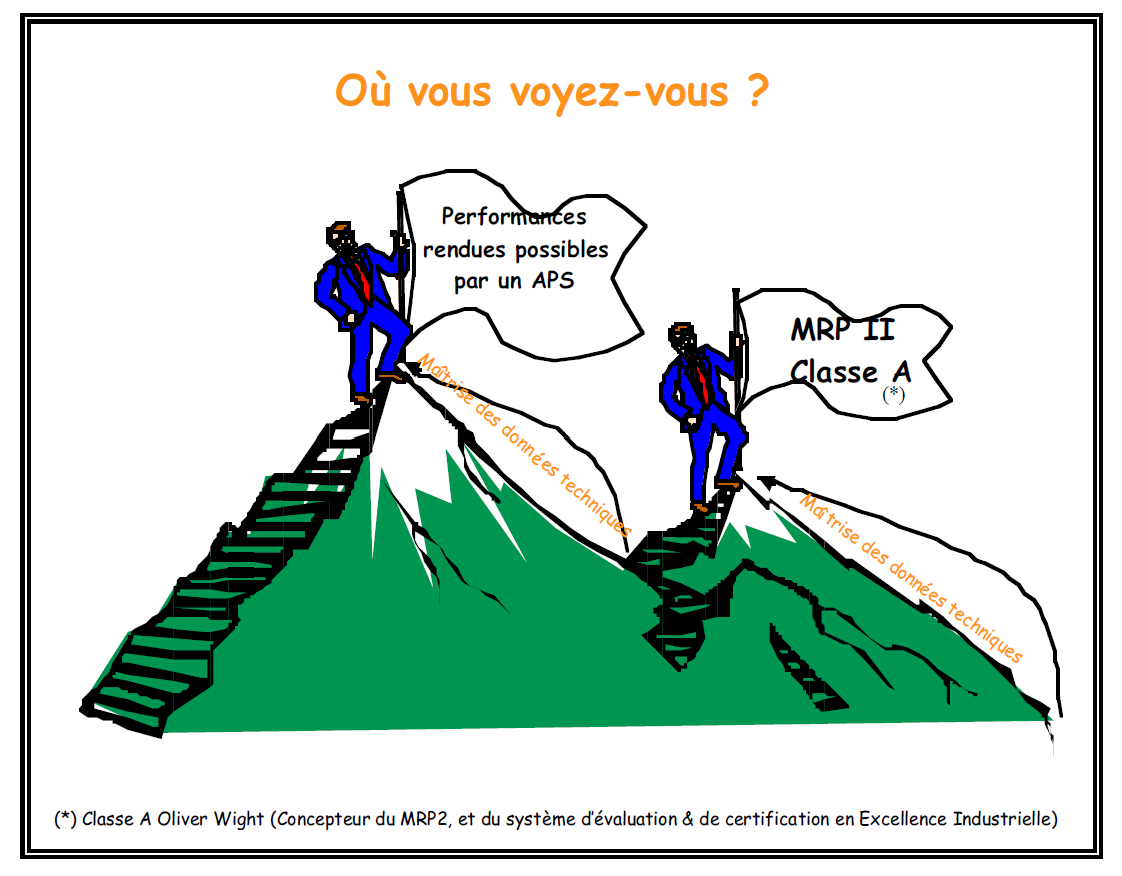
Puis vers la fin du XX ème siècle vint l’heure des APS, Systèmes de planification avancés qui bénéficiant de foudroyant progrès technologiques permettaient d’élargir le périmètre de la panification à une Supply Chain de plus en plus globale et étendue sur le territoire de la planète. La vitesse d’exécution et la puissance des “Solvers” offrirent ainsi de nouvelles possibilités insoupçonnées, mais était-ce là suffisant ? Sans l’intelligence d’une méthodologie approfondie pour analyser les milliers de données fournies par ces nouveaux engins, sans des protocoles de travail bien établis pour la prise de décisions et leur répercussion sur l’ensemble de la chaîne, la technologie ne sera jamais qu’un facteur d’instabilité supplémentaire.
Les mêmes stratèges de la communication et du Marketing dont il fut question en introduction ont à chaque pas en avant, cherché à dévaloriser les mots anciens , créant ainsi de nouveaux acronymes dont on a rapidement compris qu’ils ne faisaient qu’ajouter une couche superficielle de vernis, masquant avec peine le vieux principe déjà validé depuis de nombreuses années. Par exemple, le vieux S&OP du siècle dernier s’en est finalement assez bien sorti, même s’il a été partiellement éclipsé par l’BP ou d’autres abréviations.
Pure vantardise du progrès !!
En réalité, la véritable évolution de l’histoire du S&OP a résidé en l’extension de son champ d’application, passant d’un simple site à l’ensemble d’un réseau industriel et élargissant ses thèmes à des aspects plus financiers. Il est important de reconnaître de manière raisonnable que dans ce cas, le progrès technologique lié aux systèmes n’a fait que répondre aux besoins croissants du business et non l’inverse. C’est une évolution naturelle qui démontre l’adaptabilité de S&OP aux exigences de plus en plus complexes de l’industrie.
Le MPS quant à lui à davantage souffert et a souvent disparu derrière une « planification opérationnelle » sans que l’on ne sache très bien si elle couvre aussi l’ordonnancement a très court terme (SFS, Shop Floor Scheduling).
Qu’importe en fin de compte comment on l’appelle, il est crucial dans le domaine de la planification industrielle de pouvoir disposer d’une phase de mise en œuvre des décisions prises en S&OP, que ce soit en termes de demande ou d’approvisionnement. C’est donc l’heure, quel que soit le système utilisé, d’affiner notre vision des programmes de demande et d’approvisionnement à moyen et court terme, de les stabiliser afin de pouvoir prendre des engagements fermes envers nos clients, puis de gérer par exception les changements qui ne manqueront pas d’intervenir dans cette zone dite « ferme ».
En conclusion, je recommanderai vivement à tous les fervents de la “ringardisation” du passé, de plutôt mettre en valeur leur créativité et leur intelligence pour résoudre les problèmes qui entravent la chaîne d’approvisionnement, le service client, et les coûts de l’entreprise, plutôt que de s’engager dans cette bataille stérile d’une prétendue modernité dénuée d’intérêt fondamental.
SUPPLY CHAIN PLANNING THE GAME OF LABELS OR THE FALSE PROMISES OF PROGRESS
What has really changed in the area of industrial planning over the last 50 years, except the fact that every technological leapfrog and every extension of the Supply Chain scope has given birth to new acronyms and to purely commercial and marketing maneuvers by consultancy firms and systems vendors, with the only goal of outdating what had gone before..
However, whatever the system is , nothing will ever replace the relevance of the three-level approach, what I called yesterday the “funnel method” (S&OP/RCCP, MPS, Shop Floor Scheduling) developed during the invention of the MRP2 principle. What makes MRP2 so important, and what penalizes those who are attached to the history of industrial planning, is that this three-letter abbreviation represents both a computer calculation system, and an indestructible logical method of approaching industrial planning.
The advantage of this methodology at the time, was that it recommended to start with an in-depth macroscopic analysis of long-term demand, and the ability of the industrial network to meet it (S&OP). Taking a step back with this global view of the supply chain, made it possible to anticipate major problems and take appropriated decisions.
This local or global panoramic view of the supply chain has also enabled companies, since those distant days, to reduce the gap between their strategy and their day-to-day operational objectives. S&OP, a real opportunity to align day-to-day decisions with long-term objectives.
Logic dictated that we should in a next step, focus on a more limited timeframe, namely the short and medium term, so that we could integrate in the future execution plan, the decisions taken during the S&OP process. At this stage, this approach enables us to make firm commitments to the customers, after verification of the industrial capacity and the raw materials that are really available to make these promises.
Ultimately comes the time to plan for the very short-term execution, with fine-tuned scheduling, allocation of materials and even personnel on the equipment.
What has changed over the last 50 years is that the MRP2 system was initially aimed at just one component of the company, Production, and material supply planning; it wasn’t until the end of the 90s that ERP appeared, when all the company’s components started to be considered in the same system.
Apart from that, the learning from MRP2 certainly didn’t deserve “to be thrown out with the bathwater together with that baby”.
Then came the APS (Advanced Planning Systems) times, which thanks to extraordinary technological progress, have allowed the expansion of the Supply Chain scope to a much larger scale, every day more global. The speed of execution and power of the ‘Solvers’ offered unsuspected new possibilities, but was that enough?
Without the intelligence of a real operating method for analyzing the thousands of data supplied by these new machines, plus well-established working protocols for taking decisions and passing them on throughout the chain, technology will never be anything more than an accelerator of chaos.
The same communication and marketing strategists mentioned in the introduction have, at every step forward, tried to undermine the value of the old words and principles , creating new acronyms which soon appeared, as just superficial layer of varnish, barely masking the old principle which had already been successful for many years. For example, the old S&OP of the last century has finally survived quite well, even if it has been partially eclipsed by BP or other abbreviations.
False boasts about progress!
In fact, the real evolution in the history of S&OP has been the extension of its scope from a single site to an entire industrial network and the extension of its themes to more financial aspects. It is important to recognize in a reasonable way that in this case, the technological progress linked to the systems has simply responded to the growing needs of the business and not the other way round. This is a natural evolution which demonstrates the adaptability of S&OP to the increasingly complex requirements of industry.
The MPS, has suffered more, and has often disappeared behind ‘operational planning’ or other acronyms. I’ve even heard specialists telling me that it was completed out of date.
For my part, I am firmly convinced that there will always be a need in a planning cycle for a key phase during which, over a shorter timeframe and at a finer level of granularity, the planner will use the alerts from his system to confirm the feasibility of a plan that will enable firm commitments to be made to customers.
In conclusion, I would strongly recommend that all those who are keen to ‘old-fashionedise’ the past should preferably use their creativity and intelligence to solve the problems that are impeding the supply chain, customer service and business costs, rather than engaging us in this sterile battle of so-called modernity, which is without any fundamental interest.
Alliances, acquisitions, and mergers can often look like true battlefields, with employees openly or covertly revealing their heightened stress levels, distractions, and overall sense of confusion.
Even though top managers may present themselves with “Aqua Fresh” smiles on TV or in magazines, boasting about their clever strategies and imagined partnerships that promise maximum growth and profitability for shareholders, the reality within the new corporation is often far from easy.
As stock exchange value goes up, delighted by this new generation of head-cutters, situation in the field often looks more like the Bronx in New York.
According to a recent study conducted by A.T Kearney on a hundred companies that recently underwent a merger, 58% of these companies, either partially or completely, killed the existing values and assets (human and organizational assets), without gaining any form of capitalization. This emphasizes the potential negative impact that such mergers can have on the human and organizational aspects of a company.
Two-thirds of them have confidently acknowledged their inability to achieve their strategic objectives.
Frequently, the expected savings that have justified significant cost-cutting decisions never materialized or were only achieved superficially through large-scale restructuring based on factors like the number of employees or facilities. This often leads to chaos within the organization and later results in substantial indirect costs. There are several main reasons for the subsequent increase in costs after restructuring:
Best elements are leaving rapidly, creating confusion between survivals.
In the world of management, best “Politicians”, cleverly secure key positions for themselves and their inner circle through skilled lobbying, leaving the others in an unbearable state of expectation.
The reorganization process remains stucked in the “reconstruction” stage, leading to a persistent and chaotic situation that persists even after 2 or 3 years. This ongoing mess is causing significant challenges and inhibitions at lower levels.
Senior professionals are often dismissed, sacrificing their valuable expertise and knowledge, leaving behind them an empty shell.
The absence of a proactive approach to create a new corporate culture in the early stages, can inadvertently contribute to the persistence of antagonistic factions within the organization.
Desynchronisation of existing synergies between R&D, Manufacturing , Marketing…
Productivity of employees at the shop floor level can gradually declines as they become preoccupied with rumors circulating amongst them about their future.
So, what’s the verdict? Is losing your job after a merger or an acquisition a favorable outcome or a detrimental one?
Trying to retain your position within your current company, with unclear borders in your role, and a deteriorating work environment, may not always be the most favorable choice.
Think twice before taking any decision!
If you desire to adapt yourself and thrive in the changing landscape, while navigating through the unpredictability of this new era, you may find your inspiration in Ian Stewart’s enlightening masterpiece, “The New Science of Disorder”. Within its pages, you will discover valuable insights on embracing the confusing nature of chaos and uncertainty.
Alternatively, you could choose to collaborate with us, as we offer numerous methods to preserve and sharpen your skills without succumbing to disorder.
Emmanuel de Ryckel
PS: I wrote this text at the end of the 2000s when I was managing industrial operations at the Honeywell site in Amiens. I rewrote it today as an experiment using AI, which didn’t really convince me.
En 2005 à Paris, aux journées de l’APICS en France, je commençai mon exposé « 5S ET SUPPLY CHAIN MANAGEMENT – UNE TECHNIQUE DE BASE AU SERVICE DE LA FIABILITÉ DES DONNEES MAITRES D’UN ERP » par les mots suivants :
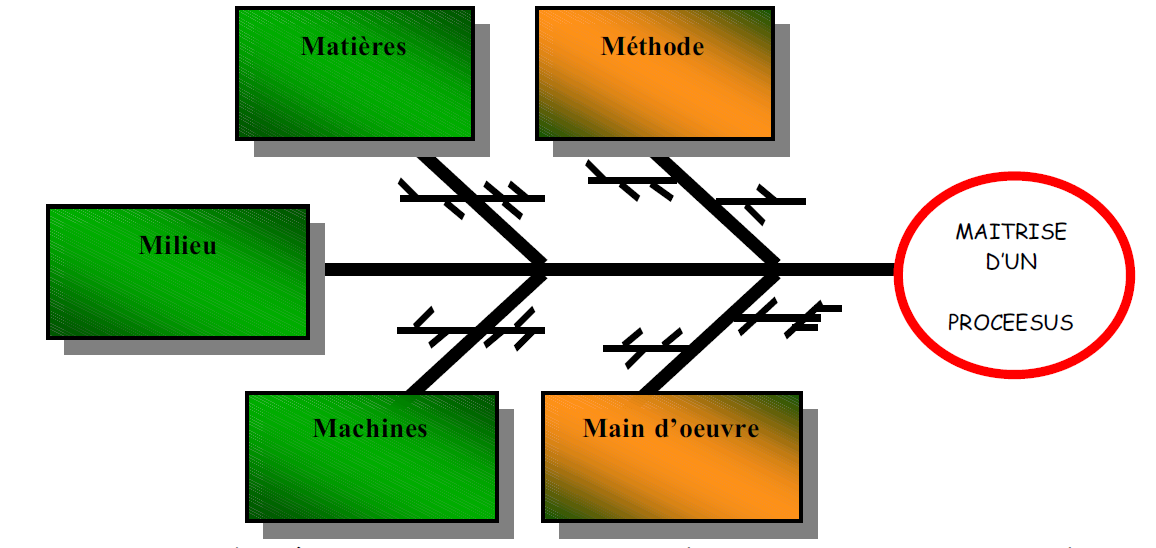
« S’abandonner à la saleté au désordre, c’est déjà pour quelqu’un ne plus s’appartenir, c’est reconnaître sans s’en apercevoir la supériorité de la Matière, de la Machine, du Milieu, sur la Méthode et sur l’individu (Main d’œuvre)» (5M)
Les Japonais se sont très tôt rendu compte que la délinquance et la violence régnaient uniquement dans les villes sales, mal éclairées, à l’infrastructure mal entretenue, à l’absence de règles de circulation claires et visibles par tous, ainsi que dans celles où régnait la confusion des rôles et des responsabilités dans l’organisation de la vie de la cité. Par analogie ils en ont déduit que la situation serait la même dans une usine, un atelier, un bureau, etc…
De cette prise de conscience est née dans l’après-guerre la méthode 5S déployée depuis dans le monde entier et dans tous les types d’industrie. »
Lorsque je prête aujourd’hui attention aux médias, et que j’entends parler de tous les problèmes qui sévissent dans nos quartiers et nos cités, lorsque je constate les difficultés que nos dirigeants ont à trouver des solutions, je ne peux m’empêcher de voir une certaine analogie avec les enseignements que j’ai pu tirer de nombreuses années d’application approfondie de la méthodologie 5S.
Je ne fais pas allusion ici à la méthodologie communément utilisée, qui peut parfois prendre une mauvaise tournure, comme me le soufflait malicieusement un chef d’entreprise à une époque, en évoquant que chez lui et chez beaucoup d’autres, la méthode se limitait aux 3S, car s’étant arrêtée comme souvent, aux actions de nettoyage et de rangement.
Je voudrais au contraire parler des 5 S tels que je les ai appris, puis enseignés et déployés avec Proconseil, qui constituent bien davantage une méthode simple mais révolutionnaire, qui vise à transformer profondément le comportement des occupants, des « habitants » d’un espace donné, en faisant naitre pas à pas un sentiment d’appartenance à cet espace, avec un objectif très clair qui est d’atteindre 100% de conformité par rapport à l’objectif assigné aux occupants des lieux.
Créer un sentiment d’appartenance authentique et solide ne peut être réalisé sans une planification minutieuse et une approche stratégique. Voici quelques étapes clés pour y parvenir:
Réunir les habitants : Organisez des rencontres régulières entre management et habitants de l’espace de travail pour leur permettre de se rencontrer, d’échanger et de tisser des liens. Favorisez l’interaction et l’inclusion, afin que chacun se sente partie prenante d’une communauté d’intérêts.
Définir les limites de leur espace : En informant les habitants des frontières géographiques et des règles spécifiques de l’espace commun, vous leur donnez un sens clair de l’endroit où ils appartiennent. Cela peut être réalisé à travers des panneaux signalétiques, des marquages au sol … Assurez-vous que ces informations soient facilement accessibles à tous.
Responsabiliser les habitants : Faites en sorte que les habitants se sentent propriétaires de leur environnement en leur donnant la possibilité de participer activement à sa gestion et à son aménagement. Encouragez-les à prendre des décisions concernant l’agencement de l’espace, les règles de propreté, ainsi que les procédures internes. De cette manière, ils comprendront que leur voix compte et que leurs contributions sont valorisées.
Impliquer les habitants dans les décisions : Établissez des dispositifs permettant aux résidents de participer activement et de formuler des suggestions et de prendre des décisions. En offrant aux résidents la possibilité de s’exprimer, vous encouragerez leur implication et renforcerez ainsi leur sentiment d’appartenance.
Collaborer avec les managers : Les managers jouent un rôle essentiel dans le processus de création d’un sentiment d’appartenance. Ils doivent être présents pour offrir soutien et orientation aux habitants, tout en travaillant étroitement avec eux pour établir des objectifs clairs. La coopération entre les gestionnaires et les résidents permettra de définir des attentes et d’assurer une communication fluide.
Appliquer des règles et des sanctions : Afin de maintenir la performance au sein de l’équipe, il est crucial de rappeler aux résidents et aux visiteurs les règles de conduite applicables à l’espace commun. Les résidents ont la responsabilité de rappeler ces règles aux autres et de signaler tout comportement inapproprié. Dans les situations où aucun règlement amiable ne peut être trouvé en interne, et dans le but de préserver l’intégrité du groupe avec une politique de qualité absolue, les managers doivent être vigilants et prôner la tolérance zéro, ainsi que l’application de mesures disciplinaires strictes, le cas échéant.
En résumé, pour susciter un sentiment d’appartenance authentique, propice au développement d’une politique de qualité totale, il est essentiel d’adopter une approche fondée sur l’inclusion, l’autonomisation et la collaboration entre les résidents et les gestionnaires. En suivant ces étapes, il est hautement possible de créer une communauté solidaire où chacun se sent reconnu et pleinement engagé.
Aujourd’hui, en observant la montée de la délinquance dans nos villes et nos quartiers, je me suis remémoré la méthode utilisée par l’ancien maire de New York, Rudolph Giuliani, dans les années 90, pour rétablir la sécurité dans sa ville.
« Dans les années 80, le déclin de l’industrie avait couvert de friches les quartiers du Bronx et du Queens,. Les New-Yorkais aisés, fuyaient Manhattan et Brooklyn, se réfugiant dans les banlieues. Au centre-ville, les commerces baissaient les uns apres les autres leurs rideaux de fer. Downtown se muait en une cour des Miracles minée par les tensions raciales. Plus d’un million de résidents vivent des aides sociales. Et la criminalité explosait d’autant plus vite que la cité plongeait dans le cauchemar du crack dont le boom de consommation provoquait, de Harlem au South Bronx, de sanglantes guerres de territoire entre gangs. Bien des New-Yorkais étaient terrifiés à la seule idée de prendre le métro. Central Park devenait progressivement un coupe-gorge dès la nuit tombée. Le berceau du rêve américain devenait l’une des plus dangereuses métropoles au monde. « (Géo – 03/10/2018)
Le maire Rudolph Giuliani est en effet largement reconnu pour avoir restauré la sécurité à New York pendant son mandat. Sa politique rigoureuse en matière de maintien de l’ordre a permis de réduire considérablement la criminalité dans la ville, ce qui a eu un impact indéniable sur la qualité de vie de ses habitants.
Il est essentiel de souligner que le rétablissement de la sécurité à New York a été le fruit d’un effort collectif englobant de nombreux acteurs, à commencer par les communautés locales et les résidents eux-mêmes.
Son approche proactive en matière de sécurité impliquait également une étroite collaboration avec les forces de l’ordre locales et une application stricte des lois en vigueur. Giuliani a également mis en place des programmes de prévention du crime et de lutte contre la toxicomanie, dans le but de s’attaquer aux racines des problèmes de sécurité urbaine.
Cependant, il est indéniable que le leadership fort et visionnaire de Rudolph Giuliani a joué un rôle essentiel dans cette transformation notable.
Sa solution pour “nettoyer” la ville ? La “tolérance zéro”.
Un credo sécuritaire qui s’appuie sur la puissante “théorie de la vitre brisée”, développée par les éminents criminologues James Wilson et George Kelling.
Selon eux : “Si la vitre brisée d’un immeuble ne reste pas réparée, toutes les autres fenêtres seront bientôt cassées… Une fenêtre non réparée envoie le signal que personne ne se soucie de la situation et que briser d’autres fenêtres ne coûte rien.” Ils affirment que c’est l’affaiblissement des liens sociaux et le manque de réaction face au désordre qui favorisent l’émergence de la délinquance.
Le constat révélait que les actes de dégradation, tels que les graffitis, la saleté, l’occupation de l’espace public, la consommation et la vente d’alcool ou de drogue, la mendicité et la prostitution, généraient non seulement de la résignation face au désordre, mais aussi un profond sentiment d’insécurité parmi les résidents locaux. De plus, cela donnait l’impression aux individus malveillants de pouvoir agir sans conséquences aucunes.
En conclusion, grâce aux mesures de sécurité mises en place sous la direction de Rudolph Giuliani, la ville de New York a connu une amélioration significative de sa sécurité, contribuant ainsi à renforcer son statut de l’une des villes les plus dynamiques et attractives du monde.
Par quelles recettes, parentes avec les mesures prises à NYC, avec quels ingrédients les 5S peuvent-ils donc contribuer à éliminer les sources de non-qualités dans un espace de travail ?
Tout d’abord, il y a le pouvoir du nettoyage , de la réparation et du rangement qui vise à la création d’un environnement ordonné et harmonieux. “Une place pour chaque chose, et chaque chose à sa place” est non seulement une phrase, mais aussi une philosophie qui favorise le bien-être et l’efficacité.
La standardisation joue ensuite un rôle crucial. En établissant des règles applicables à tous, elles créent un cadre commun dans lequel tous peuvent vivre ensemble en harmonie, en respectant ces règles mutuellement acceptées.
Le contrôle, avec une approche de tolérance zéro, permet quant à lui de maintenir la cohérence et la discipline. En traçant ensemble chaque problème et en identifiant ses causes profondes, il devient possible de les résoudre de manière définitive et de prévenir les récidives.
Enfin, sanctionner sans faille les déviations aux règles établies devient dans cet environnement une mesure indispensable afin de maintenir l’intégrité du système et d’assurer la responsabilité individuelle.
Vous l’aurez compris, l’implication de chacun est absolument cruciale pour assurer le succès de ce genre d’aventure. Ce n’est qu’en travaillant ensemble, que se créera cette culture de responsabilité partagée et de respect mutuel.
Quand je réfléchis à cette montée de violence dans nos cités, ne devrions-nous pas considérer les principes de la méthodologie des 5S comme une source d’inspiration bénéfique pour nos dirigeants ?
5S, CRIMINALITY, ZERO TOLERANCE – WHAT’S THE CONNECTION?
THE 5S AS YOU’VE NEVER SEEN THEM BEFORE
In 2005 in Paris, at the APICS days in France, I began my presentation “5S AND SUPPLY CHAIN MANAGEMENT – A BASIC TECHNIQUE FOR ERP DATA RELIABILITY” with the following words:
“To surrender oneself to dirt and disorder is already for someone to no longer be part of himself, it is to recognise, without being conscious of it, the superiority of Matter, the Machine, the Environment, over the Method and over the individual (workforce)” (5M).
The Japanese realised very early on that criminality and violence only occurred in cities that were dirty, poorly illuminated, with poorly maintained infrastructure and a lack of clear and visible traffic flow rules, as well as in cities where there was a confusion of roles and responsibilities in the organisation of city life. By analogy, they concluded that the situation would be the same in a factory, workshop, office, etc…
This new awareness gave birth in the post-war period to the 5S method, which has since been deployed throughout the world in all types of industry.
When I pay more attention to the media these days, and hear about all the problems that prevail in our neighbourhoods and cities, when I see the difficulties that our leaders have in finding solutions, I can’t help but see a certain analogy with the lessons that I have been able to learn from many years of in-depth application of the 5S methodology.
I’m not referring here to the generally used methodology, which can sometimes take a wrong turn, as a company manager once maliciously told me, when he said that for him and for many others, the method was limited to the 3S, because it often stopped at cleaning and arranging things.
On the opposite, I’d like to talk about the 5 S’s as I learned them, then taught them and deployed them with Proconseil, which are much more a simple but revolutionary method, aimed at radically transforming the behaviour of the occupants, the ‘inhabitants’ of a given space, by gradually creating a feeling of ownership of that space, with a very clear objective of achieving 100% compliance with the goals assigned to the occupants of the premises.
Creating an authentic and solid sense of belonging cannot be achieved without careful planning and a strategic approach. Here are a few key steps to achieve this:
Bringing people together: Organise regular meetings between management and people living in the workspace to enable them to meet, exchange ideas and forge links. Encourage interaction and inclusion, so that everyone feels part of a community of interests.
Defining the boundaries of their space: By informing residents of the physical boundaries and specific rules of the community space, you give them a clear sense of where they belong. This can be done by means of signs, floor markings, etc. Make sure that this information is easily accessible to everyone.
Empower residents: Make residents feel owners of their environment by giving them the opportunity to actively participate in its management and development. Encourage them to make decisions regarding the arrangement of space, cleanliness rules, as well as internal procedures. This way, they will understand that their voice matters and their contributions are valued.
Engaging residents in decision-making: Establish mechanisms that enable residents to actively participate, provide suggestions, and make decisions. By giving residents the opportunity to express their opinions, you will encourage their involvement and enhance their sense of belonging.
Collaborating with managers: Managers play an essential role in the process of creating a sense of belonging. They must be present to offer support and guidance to residents, while working closely with them to establish clear goals. Cooperation between managers and residents will help define expectations and ensure smooth communication.
Applying Rules and Sanctions: In order to maintain performance within the team, it is crucial to remind residents and visitors of the conduct rules applicable to the common area. Residents have the responsibility to remind others of these rules and to report any inappropriate behavior. In situations where no amicable resolution can be found internally, and with the aim of preserving the group’s integrity with a policy of total quality, managers must be vigilant and advocate for zero tolerance, as well as the enforcement of strict disciplinary measures, if necessary.
In short, to create a real sense of belonging that is favourable to the development of a total quality policy, it is essential to adopt an approach based on inclusion, empowerment and collaboration between residents and managers. By following these steps, it is highly possible to create a supportive community where everyone feels recognised and fully involved.
Today, as I observed the rising crime rate in our cities and neighbourhoods, I was also thinking about the method used by the former mayor of New York, Rudolph Giuliani, in the 1990s, to restore safety to his city.
In the 1980s, the decline of industry covered the Bronx and Queens with wasteland. Rich New Yorkers escaped Manhattan and Brooklyn, taking refuge in the suburbs. In the city centre, businesses lowered their iron curtains one after the other. Downtown became a Court of Miracles undermined by racial tensions. More than a million residents live on welfare. And crime was exploding all the faster as the city plunged into the nightmare of crack cocaine, whose boom in consumption provoked bloody gang territorial wars from Harlem to the South Bronx. Many New Yorkers were terrified at the simple idea of taking the underground. Central Park gradually became a cut-throat after dark. The heart of the American dream was becoming one of the most dangerous metropolises in the world. “(Géo – 03/10/2018)
Mayor Rudolph Giuliani is generally acclaimed for restoring security to New York during his term in office. His rigorous policing practices have led to a significant reduction in crime in the city, which has had an indisputable impact on the quality of life of its residents.
It is essential to emphasise that the restoration of security in New York has been the result of a collective effort involving many players, starting with the local communities and residents themselves.
His proactive approach to security also involved close collaboration with local police forces and strict enforcement of existing laws. Giuliani also set up crime prevention and drug abuse programmes, with the aim of tackling the root causes of urban security problems.
However, it is without doubt that Rudolph Giuliani’s strong and visionary leadership has played a key role in this significant transformation.
His solution for “cleaning up” the city? Zero tolerance.
A security credo based on the powerful “broken window theory” developed by eminent criminologists James Wilson and George Kelling.
According to them: “If the broken window in a building remains unrepaired, all the other windows will soon be broken… An unrepaired window sends the signal that nobody cares and that breaking other windows costs nothing.” They argue that it is the weakening of social ties and the lack of reaction to disorder that encourages the emergence of delinquency.
The findings revealed that acts of degradation, such as graffiti, dirt, occupation of public space, consumption and sale of alcohol or drugs, begging and prostitution, generated not only resignation in the presence of disorder, but also a deep sense of insecurity among local residents. What’s more, it gave malicious individuals the impression that they could act without any consequences.
In conclusion, thanks to the security measures implemented under Rudolph Giuliani’s leadership, New York City has seen a significant improvement in its security, helping to reinforce its status as one of the most dynamic and attractive cities in the world.
What were the recipes, similar to the measures taken in NYC, and what ingredients can 5S use to help eliminate sources of non-quality in a workspace?
First of all, there is the power of cleaning, repairing and tidying, which aims to create an organised and harmonious environment. “A place for everything, and everything in its place” is not only a phrase, but also a philosophy that promotes well-being and efficiency.
Standardisation then plays a crucial role. By establishing rules that apply to everyone, they create a common framework within which everyone can live together in harmony, respecting these mutually accepted rules.
Control, with a zero-tolerance approach, maintains consistency and discipline. By tracking down each problem and identifying its root causes, it becomes possible to resolve them definitively and prevent recurrences.
Finally, in this environment, punishing deviations from established rules without fail becomes an essential measure for maintaining the integrity of the system and ensuring individual responsibility.
As you will have noticed, everyone’s involvement is absolutely crucial to the success of this kind of venture. It is only by working together that a culture of shared responsibility and mutual respect can be created.
When I think about the increasing violence in our cities, shouldn’t we consider the principles of the 5S methodology as a beneficial source of inspiration for our leaders?
«S’abandonner à la saleté au désordre, c’est déjà pour quelqu’un ne plus s’appartenir, c’est reconnaître sans s’en apercevoir la supériorité de la Matière, de la Machine, du Milieu, sur la Méthode et sur l’individu (Main d’œuvre)» (5M)
Les Japonais se sont très tôt rendus compte que la délinquance et la violence régnaient uniquement dans les villes sales, mal éclairées, à l’infrastructure mal entretenue, à l’absence de règles de circulation claires et visibles par tous, ainsi que dans celles où régnait la confusion des rôles et des responsabilités dans l’organisation de la vie de la cité. Par analogie ils en ont déduit que la situation serait la même dans une usine, un atelier, un bureau, etc.. De cette prise de conscience est née dans l’après-guerre la méthode 5S déployée depuis dans le monde entier et dans tous les types d’industrie. Partout où Vitesse, Qualité, Productivité sont de mise, cette méthode a trouvé sa place. De multiples exemples existent dans des ateliers de fabrication ou la clarté des rôles, des responsabilités, des consignes, la «lisibilité» de l’espace de travail, la fluidité des flux physiques et d’informations ont suscité l’appropriation de leur travail par les opérateurs et l’amélioration progressive des résultats. Les cas d’applications dans les bureaux sont moins fréquents, les gains de productivité étant souvent considérés à tort comme potentiellement peu significatifs, mais ne sont néanmoins pas inintéressants. En nous basant sur notre expérience en la matière, il nous a semblé judicieux d’utiliser les principaux concepts de la méthodologie 5S atelier ou bureau, afin de développer au sein des entreprises utilisant un ERP et à plus forte raison un APS, un processus fiable de mise à jour des données techniques.
CHAPITRE I – RAPPEL DE LA METHODE & DES PRINCIPES DE BASE DES 5S
I. Origine et définition du 5S
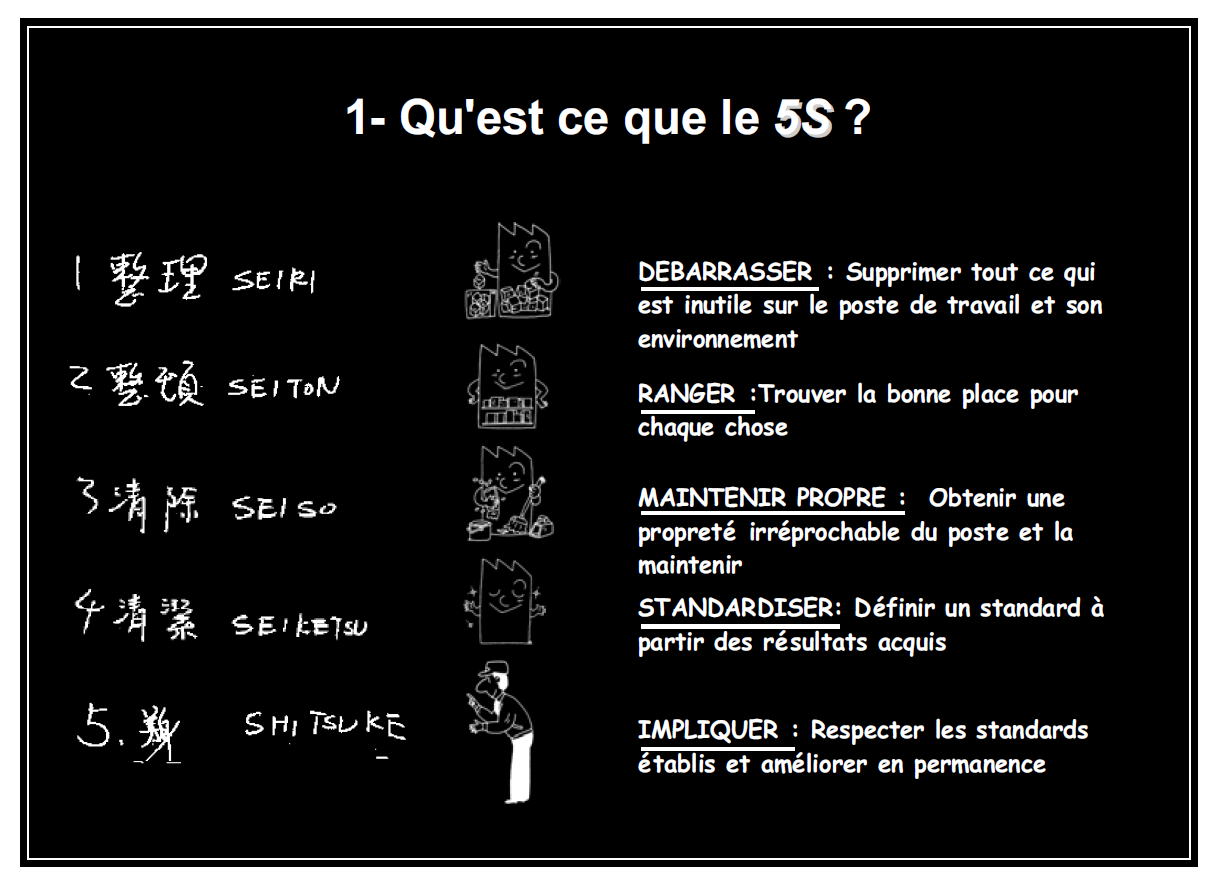
Le mot 5S est donc l’acronyme de 5 mots japonais désignant chacun une étape d’actions dans une démarche d’amélioration de l’efficacité dans le travail quotidien.
C’est la plus simple des démarches de progrès, c’est celle que l’on doit pratiquer en premier et qui constitue les fondations de tout projet de mise en place d’Equipes Autonomes, de Total Productive Maintenance, de Lean Manufacturing, de 6 Sigma etc.… Les 5S permettent d’associer et de responsabiliser chaque personne, chaque groupe de l’entreprise au maintien et à l’amélioration des meilleures pratiques d’efficacité au poste de travail dans leur secteur. Les entreprises qui ont atteint un niveau « world-class » ont toutes appliqué dès les premières heures, et continuent d’appliquer les 5S. Cette méthode vise à faire découvrir pas à pas par les employés ou les opérateurs quelques règles de bon sens grâce auxquelles ils vont progressivement acquérir autonomie, responsabilité et efficacité dans le « territoire » dont ils ont la charge. Avant de débuter, ce territoire aura été parfaitement « borné », et les acteurs qui y agissent clairement identifiés.
Seiri : DEBARRAS
Il s’agit dans cette première phase de séparer ce qui est utile et ce qui ne l’est pas dans le territoire. Le tri suivi de l’élimination des éléments inutiles permettra de ne garder que le strict nécessaire à l’efficacité du travail dans l’environnement des opérateurs. Objectif : éviter d’être pollué par l’inutile
« Le débarras ne consiste pas à tout jeter, mais à comprendre quels sont les éléments tout juste utiles au travail à réaliser et à ne garderque ceux-ci »
Seiton : RANGEMENT
Après avoir choisi ensemble les objets, les outils, les documents, les informations dont ils vont avoir besoin pour travailler, les membres de l’espace vont devoir, toujours ensemble et après consensus, situer les choses en fonction de leur utilisation. C’est la phase de rangement ou celle de l’établissement du «Plan d’occupation du territoire», de son découpage en différentes parcelles afin éviter les «angles morts» dont personne ne s’occuperait.
Objectif : Ne plus chercher les objets, les informations dont on a besoin, choisir l’endroit le plus approprié pour chaque objet, son mode de rangement et son identification.
«Ranger c’est respecter les autres participants à l’espace communautaire défini»
Seiso : MAINTENIR PROPRE
L’espace ne contenant à présent que le strict nécessaire pour fonctionner, et «chaque chose étant à présent à sa place», l’équipe va s’efforcer d’identifier puis de supprimer les sources de salissures ou de non-qualité à l’occasion de contrôles routiniers de propreté. Cette identification sera suivie de la mise en place d’actions curatives puis préventives visant à éliminer en permanence les sources de «pollution», et à assurer ainsi la propreté avec un nettoyage périodique réduit au minimum
Objectif : Eviter désormais de salir l’espace, de dégrader le matériel, la qualité des informations, des produits, des matières,…
«La propreté ne consiste pas à nettoyer mais à comprendre les modes de dégradation et à y remédier»
Seiketsu : STANDARDISER
Le maintien d’un haut niveau de qualité et de performance dans le territoire passe par l’identification puis la standardisation des meilleures pratiques de travail, de maintenance, de nettoyage,… Ces règles, il faudra les faire respecter dans l’espace; afin d’en faciliter l‘appropriation et le suivi, les participants les formuleront et les représenteront donc de manière simple et pratique , en faisant appel au maximum au management visuel. Chaque acteur devra jouer un rôle actif dans le maintien en état de l’atelier, du bureau, du système d’information,… ce qui passera après communication et formation par la mise en place d’une organisation performante et par une définition précise du «qui fait quoi dans le territoire?» En fin de compte, le mot d’ordre à l’issue de cette quatrième étape pourrait être tout simplement «sachez ce que l’on vous demande et faites-le!». L’objectif non directement avoué de cette phase pourrait également être de créer progressivement un sentiment de culpabilité à qui trépasserait les règles qui ont été formulées par un nouveau groupe social.
Objectif : formaliser les nouvelles règles de fonctionnement, les rôles et responsabilités de chacun.
«Standardiser c’est permettre à tout individu externe au groupe d’avoir accès aux règles définies et de les comprendre aisément»
Shitsuke : IMPLIQUER
Arrivés à ce stade les membres de l’espace ont acquis un niveau d’autonomie et de responsabilité appréciable mais qui pourrait se perdre rapidement si l’on n’y prenait garde. L’objectif ici sera de systématiser le respect des meilleures pratiques, d’assurer le respect de l’ordre, des standards et de l’organisation établis, de travailler sans cesse, en équipe, pour l’amélioration de la performance du processus. «Il n’y a nul progrès là où l’homme ne se mesure pas!». S’intégrant aux objectifs globaux de l’entreprise, les acteurs du progrès devront finalement s’atteler à la définition de leur propre système de mesure de performance, associé à la détection et à l’analyse des écarts ainsi qu’au traitement systématique des anomalies rencontrées.
Objectif : Respecter les meilleures pratiques, et améliorer en permanence l’efficacité et la performance de l’équipe, du processus.
«Impliquer les participants n’est pas leur faire exécuter des tâches mais leur faire prendre conscience des améliorations potentielles»
II. 5S, ENJEU DE MANAGEMENT
Dans une entreprise, combien d’accidents sont-ils liés à des petits détails, à l’inadaptation ou non respect des règles de sécurité, combien des retours de produits non conformes liés à l’inadaptation ou non-respect des règles de fabrication ou de logistique, combien de ressources perdues à cause d’erreurs ou d’oublis ? De la même manière, combien de temps le management passe-t-il à corriger des problèmes divers et variés simplement parce qu’ils n’appartiennent à personne ou par ce que d’autres s’en sont débarrassés? Souvent la réponse est édifiante. La clé de l’amélioration est bien connue, elle est d’accroître la capacité de chacun, à son poste, à contrôler et à améliorer lui-même les processus dans les moindres détails, à rendre visible les problèmes, et à les traiter de manière systématique et organisée. Le déploiement méthodique des 5S sous la forme d’un projet d’entreprise et d’un projet d’équipe progressivement autonome, doit avoir pour objectif au-delà de l’amélioration de la qualité et de la productivité, de faire évoluer les mentalités. Pour les opérateurs il visera à les transformer en acteurs, capables d’initiatives, de suggestions, d’idées de progrès, d’appropriation des résultats de leur propre travail. La transformation progressive du management devient aussi l’enjeu majeur du 5S, au-delà des apparences et des idées simplistes parfois véhiculées. Il n’existe pas de solutions miracle à bas prix comme un «3s» un jour évoqué sérieusement par un manager bien intentionné dans un atelier ma foi fort bien tenu de Vallourec Mannesman à Belo Horizonte. Au-delà du rangement impeccable qui ne tenait d’ailleurs qu’à un fil, son autorité et sans doute son charisme, il manquait la volonté personnelle de chacun de prendre en main son propre sort au service de l’espace de travail. Il incombe au management de créer les conditions de mise en œuvre des 5S, à guider le développement des collaborateurs par des objectifs et des conseils avisés. Les 5S participent en grande partie à la mise en place d’un nouveau mode de management fondé sur la
confiance et l’autonomie des équipes de travail, et d’une nouvelle culture d’entreprise ou chacun pense désormais AUTONOMIE-RIGUEUR- PROGRES.
CHAPITRE II-5S & PROCESSUS DE GESTION DES DONNEES TECHNIQUES
Il ne s’agit pas dans le contexte de la fiabilité des données techniques de se contenter d’une application stricte de la méthode 5S telle qu’elle existe pour un atelier, un bureau ou un service. Au contraire, nous préconisons le déploiement d’une méthode développée spécifiquement pour le sujet mais dans laquelle se retrouveront les principes de base du 5S classique. Les nouveaux systèmes APS joints aux ERP déjà plus anciens, ont décuplé ces dernières années la vitesse de traitement des informations et les capacités de simulation et de prise de décisions des entreprises. Les résultats en sont ils pour autant meilleurs? Hélas très souvent non, car un élément majeur a été souvent ignoré, la fiabilité des données techniques. Mais peut-on raisonnablement penser à dupliquer les 5S au profit d’un ERP? Oui, si au-delà de la technique on retient surtout l’apport de cette méthode sur le changement des comportements, sur la rationalisation de l’espace et des flux physiques ou d’information.
Les raisons identifiées sont généralement de deux ordres:
-Manque d’appropriation des données par les différents interlocuteurs (Production, Planning, Achats, Administration des ventes, Magasins…) souvent par un manque de compréhension de l’impact d’une mauvaise gestion des données sur les processus de décision et les processus opérationnels.
-Manque de clarté des rôles et des responsabilités liés au maintien des Données et des processus de mise à jour.
Ainsi donc, dans le contexte ERP-APS «plus on va vite, moins on avancerait!» N’est il pas dommage sans doute de se priver des bénéfices de la mise en place coûteuse des tels outils de gestion, alors qu’il suffirait pour y remédier d’un investissement mineur, d’introduire dans la gestion de la base de données un processus, des règles de fonctionnement, des mesures de performances, de la méthode , de la rigueur et de créer par le travail en équipe les conditions de l’implication des acteurs.
En quelques mois, les 5Sentraîneront:
–Le découpage du périmètre de l’entreprise ou de l’ERP/APS en territoires aux frontières claires
–L’identification des acteurs agissant sur les différents territoires
–La Construction progressive de l’appartenance des acteurs aux territoires, à leur responsabilisation, et à l’appropriation des données
–L’identification des flux entrants et sortants des territoires
–Le nettoyage et la simplification des flux
–La formalisation et la standardisation des nouveaux processus ainsi que leur amélioration continue
-La définition d’indicateurs de performance partagés
–L’amélioration de la qualité et de l’efficience des processus
I. Les deux types de données techniques
Classiquement depuis la naissance des systèmes MRP, les données techniques sont classées en deux grandes catégories:
Données Statiques:
-Nomenclatures
-Paramètres de capacité (Gammes, postes de charge, calendrier de travail..)
-Paramètres des articles produits (délais de fabrication, de contrôle, de réception, tailles de lot, stocks de sécurité ..)
-Paramètres des articles achetés , (quantités de commande délais de livraison, de contrôle, de réception, stocks de sécurité …)
-Paramètres magasins et distribution (poids, volume articles, plan de palettisation…)-Données clients & fournisseurs (adresse, tarifs, conditions de paiement,…) …-…
Données Dynamiques:
-Stocks (quantité, péremption, statut qualité..),
-Ordres de fabrication (date , quantité),
-Commandes clients et fournisseurs (dates, quantités)
II. Les deux catégories d’acteurs
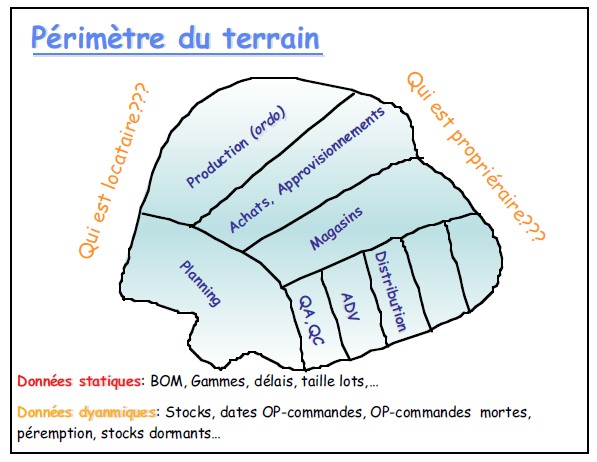
A première vue tous les participants à la Supply-Chain , du client au fournisseur, ou tout au moins leurs représentants au sein de l’Entreprise, pourraient être pris pour des acteurs du processus de gestion des Données Techniques. Tous pourtant n’auront pas le même poids, le même impact par conséquent le même rôle.
Les premiers acteurs concernés sont les véritables «propriétaires» des données, soit parce qu’ils les gèrent physiquement (ex: pesée, picking) , soit parce qu’ils sont responsables d’une action (ex: négocier un délai avec un fournisseur, contrôler, libérer une matière, réceptionner une commande clients) ou d’une décision (ex: stock de sécurité) influant directement la donnée.
Dans la seconde catégorie se retrouveront ceux que l’on pourrait plus communément appeler les «locataires» des données, ou les usagers des systèmes d’information à des fins de calculs, de planification ou de simulation (ex:calcul des besoins en capacité, d’un plan de production ou d’approvisionnement, lancement d’un ordre de fabrication ). Pour chacune de ces catégories d’acteurs, il va falloir organiser le mode de fonctionnement et de coopération ainsi que mesurer leur performance. Nous laisserons ensuite à chaque entreprise le soin de définir le mode d’organisation qui correspondra le mieux à ses besoins, sachant que dans la pratique il pourra en exister de multiples, de la plus centralisée à la plus dispersée. Des formules différentes pourront chacune à leur façon apporter les résultats escomptés dans la mesure cependant ou les principes de base énoncés plus loin seront respectés scrupuleusement.
III. Organisation de la démarche 5S & Données Techniques
Dans l’hypothèse où les réflexions quant à la problématique de la gestion des données techniques n’en sont encore qu’à leurs balbutiements dans une entreprise, nous recommanderions à celle-ci d’aborder le sujet sous la forme d’un projet débouchant sur la finalisation du processus de création et de suivi des données, avant une prise de relais par les équipes opérationnelles pour le déploiement complet.
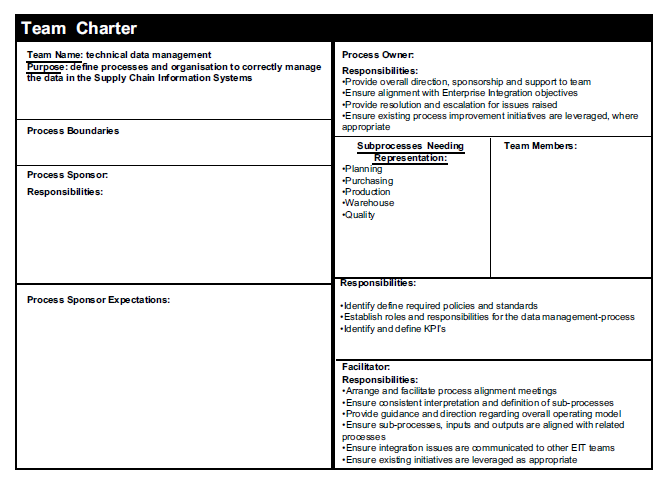
Le projet débutera par la définition de la charte de l’équipe qui comprendra outre le choix des acteurs, l’identification des objectifs visés et le timing global des travaux.
Dans l’identification des membres de l’équipe projet il sera prudent de choisir judicieusement parmi la population des «propriétaires» et des «locataires». Les «propriétaires» sont souvent curieusement les moins préoccupés par la fiabilité des données quoiqu’ils en subissent pourtant journellement les conséquences (ex: impossibilité de réaliser un ordre de fabrication à cause d’une rupture d’article imputable à une différence d’inventaire, relances multiples aux fournisseurs suite à un délai d’obtention théorique erroné) . L’incorporation dans le projet des acteurs du «terrain» leur permettra de prendre conscience de l’importance du problème, et de constituer d’indispensables relais pour le succès des missions de planification et de simulation. Les «locataires» quant à eux sont indispensables car ils constitueront les plus souvent dans la pratique le groupe des meneurs dans la mise en œuvre des futurs processus.
IV. Les7 séquences de la phase d’apprentissage des 5S
Pour la facilité de compréhension et afin d’en garantir une meilleure appropriation par l’équipe projet, la méthodologie a été découpée en 7 séquences au cours desquelles apparaîtront successivement chacun des 5S. La mise en œuvre complète du projet et des7 séquences devrait pouvoir s’étendre sur une période allant de 3 à 6 mois suivant l’importance des données à traiter.
DELIMITER LE CHAMP D’ACTION
REALISER L’INVENTAIRE DE LA REMISE A NIVEAU
IDENTIFIER LES PROBLEMES ET LEUR CAUSE PREMIERE
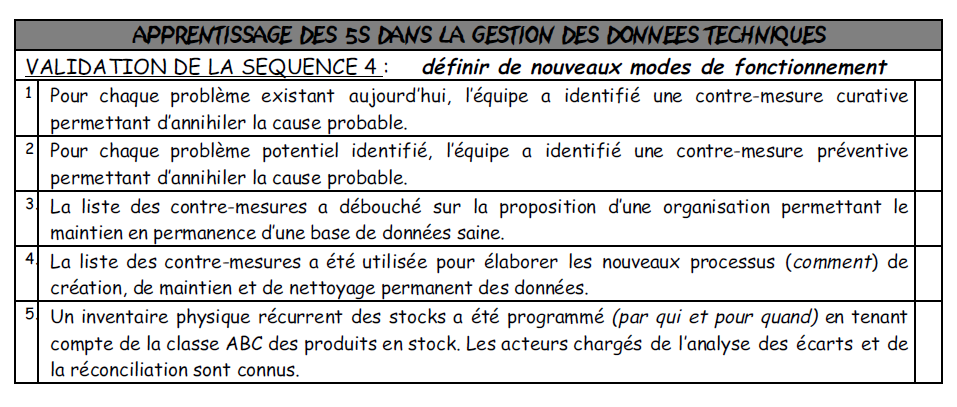
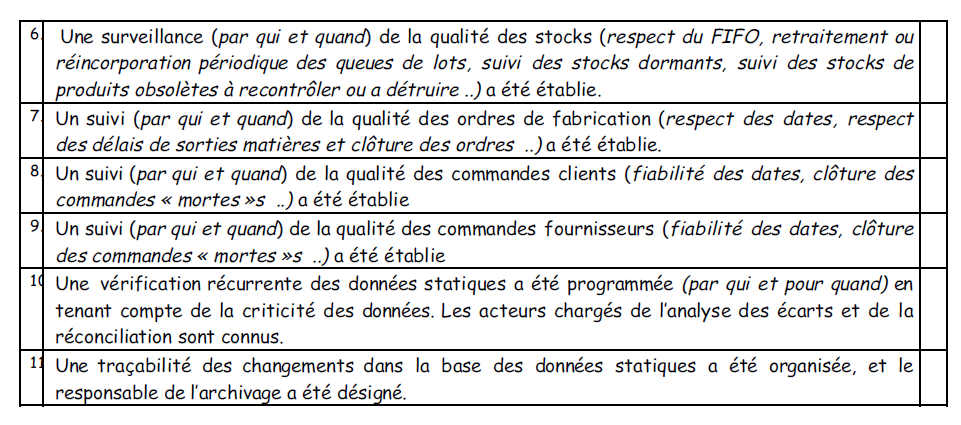
DEFINIR DE NOUVEAUX MODES DE FONCTIONNEMENT
REMETTRE A NIVEAU
STANDARDISER
AMELIORER.
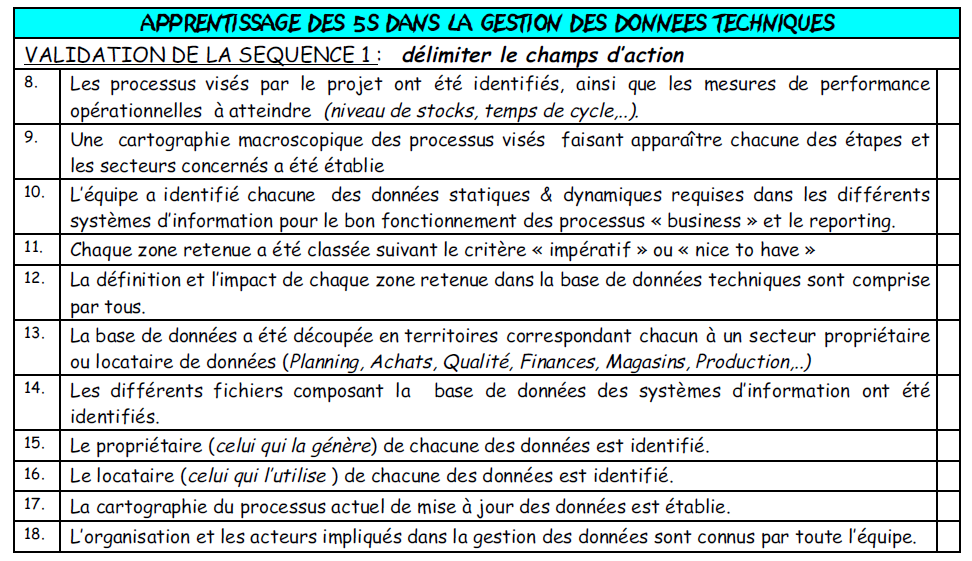
SEQUENCE N°1: DELIMITER LE CHAMP D’ACTION
« Définir Le Juste Utile »
La première mission de l’équipe sera de baliser le périmètre du terrain (processus business qui sont concernés par le problème des données techniques- ex: Supply-Chain, Finance, Production…), de le découper en différents territoires (les différents services de l’entreprise impliqués dans la gestion des données), de détailler les informations nécessaires et enfin d’identifier les acteurs du processus de gestion des données, leurs modes de fonctionnement et d’organisation actuels.
A l’issue de cette étape, l’équipe aura défini la VISION du contenu de la future base de données optimisée.
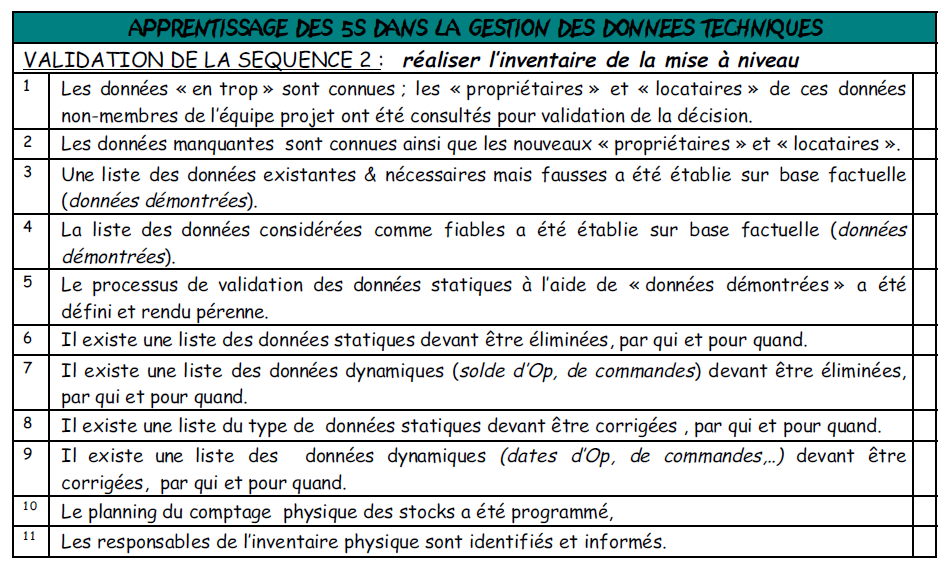
SEQUENCE N°2: REALISER L’INVENTAIRE DE LA REMISE A NIVEAU
«préparer l’obtention du tout juste utile»
Avant de passer réellement à des actions de terrain, l’équipe devra réaliser l’état des lieux des données actuellement dans les systèmes sous le triple aspect:
• CE QUI EST TROP = A DEBARASSER
• CE MANQUE PAR RAPPORT A LA VISION DU JUSTE UTILE
• CE QUE L’ON POSSÈDE MAIS EST «POLLUÉ»
Ce qui est en trop:
Pour les données statiques, il s’agira de déterminer la liste des données entrées actuellement dans les systèmes d’information mais qui ne sont utiles pour personne. Par exemple, existe-t-il des codes produits, postes de charge, fournisseurs, clients, codes matières obsolètes?
Pour les données dynamiques, il conviendra d’identifier ce qui devrait être retiré ou isolé de la base de données Par exemple:
-y a-t-il des ordres de fabrication non clôturés, où et combien?
-y a-t-il des reliquats de commandes fournisseurs ou clients qui ne seront plus traitées et combien?
-y a-t-il des articles périmés à détruire ou à recontrôler où et combien?
Ce qui manque:
Identifier les zones de la base de données qui sont actuellement négligées et qui devraient être utilisées pour répondre aux besoins du business (ex: plan de palettisation des produits vendus pour permettre la planification des transports) =
Ce qui est pollué:
Pour les données statiques= identifier les données qui sont fausses, telles les délais d’obtention, taille de lot, temps gamme de fabrication,… Pour les données dynamiques = stocks faux, stocks à utilisation restreinte, dates de commandes clients et fournisseurs fausses, dates d’ordres de fabrication incorrectes,…
A l’issue de ce travail, l’équipe préparera et planifiera l’organisation du nettoyage et de la mise à jour des données. Pour les données dynamiques, les actions de nettoyage prendront des formes diverses suivant les cas:
-inventaire physique des magasins
-examen d’états informatiques de stocks (péremption, queues de lots non gérées,…)
-examen des états informatiques MRP (solde de commandes, d’ordres de fabrication,...)
Pour les données statiques le nettoyage passera par la comparaison entre données existantes et données «démontrées» c’est à dire basées sur la vérification des performances réelles à partir d’un historique (ex: confronter le délai théorique de livraison d’un fournisseur avec sa performance réelle des x derniers mois)
A l’issue de cette étape, l’équipe aura planifié les actions permettant de combler les écarts entre la situation actuelle et la VISION définie lors de la première séquence.
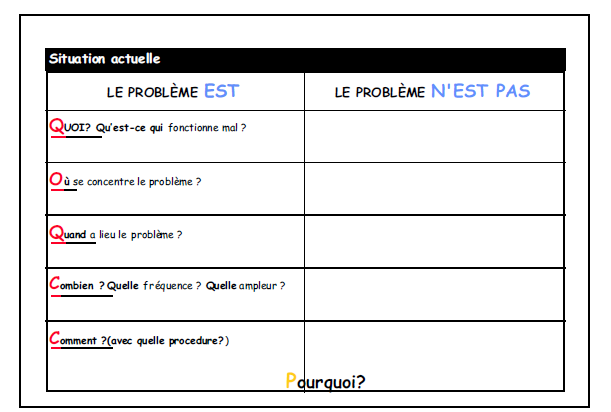
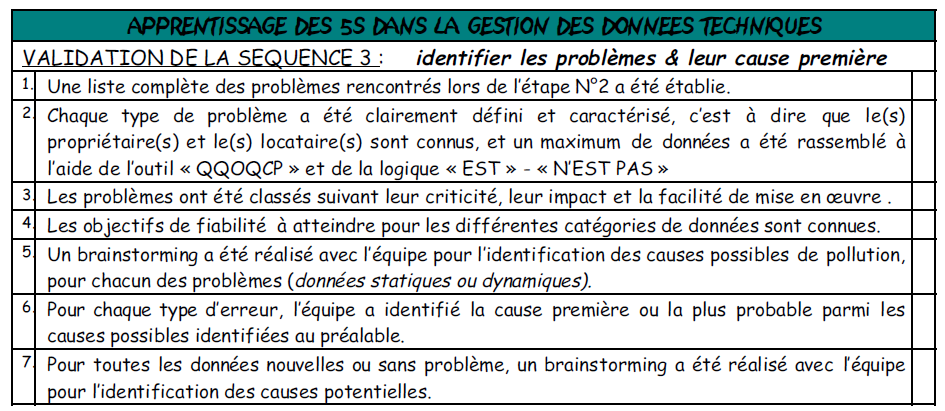
SEQUENCE N°3:IDENTIFIER LES PROBLEMES ET LEUR CAUSE PREMIERE�
«préparer l’obtention de l’ordre & de la propreté »
Une fois que le nettoyage des données sera réalisé l’équipe devra s’assurer de l’absence de nouvelles dérives qui ne manqueront pas de se produire faute d’une compréhension exacte des problèmes et de l’identification de leurs causes. L’identification des données polluées et la confrontation des données théoriques avec les données démontrées aura déjà permis à l’équipe de caractériser le type et l’ampleur de la pollution. A partir de ces informations elle devra identifier pour les grandes catégories d’erreurs, leur cause la plus probable (root cause analysis). De ce travail découlera plus tard une liste de contre-mesures curatives.
De même, et au titre d’anticipation, l’équipe réfléchira aux autres problèmes pouvant apparaître dans le futur (potential problem analysis) dont découlera ultérieurement une liste de contre-mesures préventives.
A l’issue de cette étape, l’équipe aura pris connaissance de tous les problèmes liés au maintien d’une base de données fiable et propre, et connaîtra la cause première de chaque problème.
SEQUENCE N°4:DEFINIR DE NOUVEAUX MODES DE FONCTIONNEMENT,
«formaliser les nouvelles règles de vie »
A partir de la liste des problèmes retenus et de leur cause première, une solution mettant définitivement fin à chaque dysfonctionnement avéré ou potentiel sera identifiée. Les solutions choisies donneront naissance à de nouveaux processus et modes de fonctionnement pour créer, maintenir , nettoyer en permanence les données. Chaque « territoire» de la base de données sera attribuée à un «propriétaire» dont la relation avec le ou les «locataires» aura été encadrée par un «contrat» de type relation client – fournisseur. L’organisation supportant dans les meilleures conditions le déploiement des nouvelles pratiques aura été définie. Il n’existe aucune organisation standard convenant à toutes les entreprises. Néanmoins le choix se posera entre la centralisation ou la délocalisation des responsabilités; le plus souvent la bonne solution consistera en un judicieux équilibrage entre les deux.
Exemples: -choix de la centralisation:
Seule une équipe administrative possède un accès à la base des données statiques.Elle organise le processus de collecte des informations auprès de différents propriétaires.Elle anime le processus de vérification périodique de fiabilité. Elle effectue ensuite la saisie dans le(s) système(s) de gestion.Pour les données dynamiques, elle coordonne les inventaires tournant des stocks, la vérification périodique des autres données (dates d’op, de commandes…) ; elle réalise l’analyse des écarts et la saisie informatique des rectifications.
-choix de la décentralisation:
Chaque propriétaire a accès aux paramètres de son territoire dans la base de donnée, et il se charge lui-même de la saisie dans un environnement provisoire. Une équipe centralisée se charge de coordonner les différents propriétaires et organise le basculement dans la base de données réelle lorsque tous les éléments ont été complétés. Une équipe centralisée coordonne les inventaires tournant de toutes données dynamiques et statiques et réalise l'analyse des écarts. La saisie informatique de rectification est réalisée par chaque propriétaire.
A l’issue de cette étape, l’équipe aura trouvé les remèdes aux divers problèmes identifiés précédemment; elle aura fait valider par le management, les processus et l’organisation à déployer de manière a maintenir en permanence une base de données saine.
SEQUENCE N°5: REMETTRE» A NIVEAU
«mobiliser les énergies»
A partir de la liste des actions définies à l’étape 2 l’équipe projet secondée par les propriétaires et les locataires de données procédera à la mise en œuvre massive des actions de nettoyage des données. Le plus souvent l’effort est porté sur les données les plus critiques pour le bon fonctionnement des processus de Supply Chain:
Données dynamiques
Stocks
Eliminer les matières qui sont obsolètes et plus utilisées
L’inventaire physique des matières de classe A (l’enquête sur les écarts et la réconciliation entre terrain et systèmes seront faits dans la foulée.)
Le nettoyage pour les matières de classe B et C se poursuivra au fil du temps suivant les règles fixées à l’étape 4.
Mise à jour des dates Op,
Mise à jour des dates commandes clients & fournisseurs non clôturés
Données statiques
Eliminer les codes produits, postes de charge, fournisseurs, clients, qui ne sont plus utilisés
Mise à jour des paramètres de planification (stock sécurité marchés et usine, taille de lot,…)
Mise à jour des gammes sur les postes de charge critiques
A l’issue de cette étape, les données critiques seront correctes et permettront le bon fonctionnement des systèmes d’information.
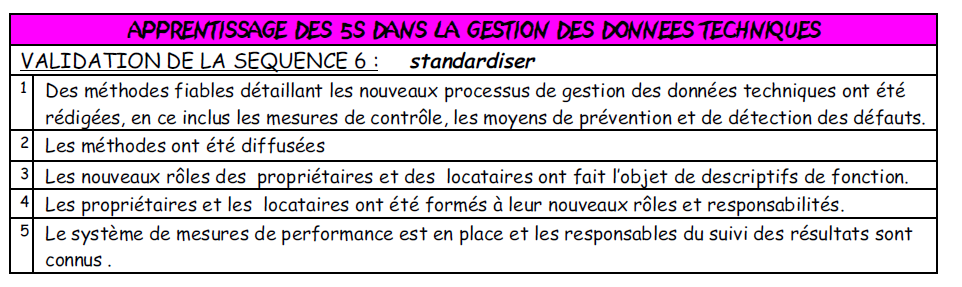
SEQUENCE N°6: STANDARDISER
«structurer et identifier notre savoir-faire »
L’analyse des problèmes et l’analyse des causes en début de travail a progressivement débouché sur de nouvelles façons de faire qui auront encore pu être révisées lors de la phase de grand nettoyage; il est a présent nécessaire de formaliser les nouvelles règles et les nouveaux rôles sous forme de description de fonction et de mode opératoire (ou procédure). L’objectif visé est de garantir que tout ce qui a été décidé et validé sera bien connu et appliqué.
A l’issue de cette étape, l’équipe de projet est dissoute et a passé le relais aux acteurs opérationnels.
SEQUENCE N°7: AMELIORER.
«faciliter le pilotage »
Le premier travail de standardisation accompli l’entreprise entre de plein pied dans le domaine du progrès continu. En permanence, l’examen des mesures de performance fera apparaître de nouveaux écarts par rapport aux standards visés ; inlassablement les nouveaux acteurs repartiront dans le cycle vertueux de l’analyse de situation et de résolution de problèmes:
Pareto des erreurs
Identification des causes
Détection de la cause première
Identification des solutions possibles
Choix et expérimentation de la meilleure solution
Contrôle des résultats
Mise à jour des façons de faire.
CONCLUSIONS
«Les activités 5S n’ont rien de terrifiant. Elles ne sont pas si difficiles. C’est le premier pas qui compte, mais le plus difficile est de continuer à avancer. Les gens ne manquent jamais d’arguments pour expliquer pourquoi ils ne peuvent pas s’engager dans ce type de projet d’amélioration, pourquoi elles sont inutiles ou pourquoi elles n’apportent rien. Les résultats sont la meilleure réfutation qui soit.» -Takashi Osada. Une fois le plus gros travail accompli avec le déploiement des différentes séquences de la méthode, il ne peut y avoir de retour en arrière car tous les processus de management de la Supply Chain s’en trouveraient grandement affectés. Le succès doit être reconnu et les progrès «célébrés» à chaque étape; mais il faut aussi que les propriétaires et locataires comprennent qu’un effort supplémentaire est indispensable pour rendre ces progrès durables. Il ne suffit pas de faire le grand ménage une fois de temps en temps, la base de données devant elle être tenue propre chaque jour de la semaine, de l’année… Les garanties de succès pour l’entreprise seront d’autant plus grandes que l’environnement du projet sera bien imprégné des 3 éléments qui ont alimenté notre méthode (5S, PDCA, Méthode de résolution de problèmes). Le management serait donc avisé de ne pas se lancer à corps perdu dans un projet d’une telle ampleur sans s’assurer au préalable de l’acquisition par une masse critique dans la population des «propriétaires» et «locataires» de ces quelques techniques de base.
Reste enfin le rôle clé que jouera l’«empowerment».Dans un 5S classique, celui-ci ci est à la fois le moteur et la résultante du projet, c’est à dire que laméthode aura pour objectif de le faire naître progressivement dans un espace de travail, alors qu’ilserait pourtant requis dès le départ pour avancer plus vite vers l’autonomie du groupe. Jamais la méthode 5S appliquée aux données techniques ne devrait être utilisée comme levier permettant de faire naître l’engagement dans le progrès continu. D’expérience en effet, la gestion des données techniques ne captive qu’un nombre limité de gens, et il n’est en général pas facile d’entraîner dans un même sillage tous les acteurs. Leur engagement ne se décrétera pas d’un seul coup de baguette magique; il leur en faudra beaucoup plus. Un remède pourtant, associer au projet les trois initiales C..D.F: Captivating – Democratic -Fun
Captivating: «Give value to the Numbers!!» La vision du besoin d’une base de données saine, indispensable aux progrès dans la Supply Chain, ne viendra pas de la base; elle doit émaner des leaders. Le flambeau du projet aura tout intérêt a être porté très haut dans l’organisation. Le sponsor devra fixer des objectifs agressifs mais S.M.A.R.T (Spécifiques, Mesurables, Accessibles, Réalistes, définis dans le Temps). Les objectifs devront être, avant démultiplication sur le terrain, répercutés au niveau du management des «propriétaires» et «locataires» qui en rendront périodiquement compte. Il maintiendra la pression jusqu’à l’atteinte des performances visées. L’équipe de projet ainsi soutenue sera parée pour vaincre les obstacles qui ne manqueront pas de se dresser sur sa route. Democratic: S’il était un élément clé à retenir dans une application classique des 5S, ce serait qu’il est le terrain de l’expression libre au sein d’une équipe, et dans ses relations avec ses interlocuteurs directs à l’extérieur de l’ espace. Le management doit avant de se lancer dans une telle aventure, avoir accepté que les propositions d’amélioration touchant les processus ou l’organisation émanent de la base. Fun: L’âpreté du sujet ne doit pas contraindre l’équipe projet à vivre en permanence dans une atmosphère d’enterrement de première classe. Afin d’échapper à cette propension courante, les participants feront largement appel aux techniques du management visuel de manière à diffuser dans l’environnement les messages illustrant les progrès accomplis et les efforts restant à faire. Plus la population concernée se montrera imperméable au changement au départ du projet, moins il faudra hésiter à se lancer dans une véritable campagne de marketing imaginative et constructive, destinée à convaincre pas à pas les plus réticents.
Etre Guidé par une vision attractive, cadré par des règles guidant leurs pas et délimitant le périmètre de leurs actions, encouragé dans leurs idées par le management, libéré dans leur imagination et leur créativité, tels sont les ingrédients qui feront que cet exercice sera pour toute l’équipe une expérience formidable à vivre; pour l’entreprise, ils apporteront la certitude enfin de pouvoir construire le futur de la Supply Chain sur des bases solides..
Pourquoi est-il si difficile d’etre un bon planificateur de Supply Chain avec les plus récents systèmes de planification dits avancés, les APS ?
Parce que ces nouvelles fonctions de plus en plus globales de plus en plus centralisées dans les organisations, et ces nouveaux outils requièrent deux grandes qualités antinomiques et donc difficiles à retrouver chez un meme individu.
En effet, la gestion de la supply Chain avec ces outils requiert à la fois un gout très prononcé pour la technologie en meme temps qu’une passion et une connaissance profonde du terrain, des usines des sous-traitants, des fournisseurs, deux qualités qui ne se retrouvent pas dans tous les cerveaux aussi brillants soient ils.
Car planifier, décider, contrôler la Supply Chain, ce n’est pas seulement se pencher sur des graphiques, sur des messages d’alertes, ce n’est pas seulement prendre à l’aveugle des décisions, évaluer et decider ensuite comment les répercuter dans l’ensemble de la chaine, mais c’est aussi surtout transformer ces décisions en actions avec le maximum de chances qu’elles soient réalisées. C’est ce dernier point en particulier qui requiert une connaissance et une passion toute particulière pour le terrain.
Car en effet, derrière ces chiffres, derrière ces messages d’alertes, ces graphiques, il y a des Hommes, il y a des équipements, des ensembles complexes qu’il convient de bien connaitre afin que se transforment en réalités les scénarios les plus fous rêves devant un écran.
Mon ami Bill Belt traitait jadis malicieusement de « Game boy generation » cette souche de jeunes planificateurs en Supply Chain débarquant à l’aube de ce siècle dans des organisations de plus en plus globales et de plus en plus centralisées et donc éloignées du vrai champ de l’action. Comment les appellerait -il aujourd’hui alors que cette tendance s’accentue ?
J’ai toujours encouragé dans mes missions de « mangement de transition », des pistes évidentes de solutions. Ne serait-il pas tout d’abord logique, comme je le fis souvent chez des clients avec des résultats probants, de promouvoir dans les organisations globales des jeunes gens issus des usines, confrontés par leurs expériences passées à la réalité de la Production, de ses équipements, de son personnel, de sa maintenance …. Car prendre des décisions devant son écran, rêver d’équilibrer Demande et Supply au travers de scénarios magnifiques , n’aura de sens que si les acteurs de terrain comme j’aime a les nommer, y adhérent pleinement, car ce qui leur est demandé correspond à leur réalité, celle qu’ils vivent au jour le jour.
Et puis, surtout, ne rêvez surtout pas en Central Planning de concentrer long (S&OP/RCCP) et moyen (MPS) terme, je suis convaincu depuis toujours que vous vous y perdrez.
Si l’optimisation d’une Supply Chain de plus en plus étendue sur le globe fait sens, quel que soit l’endroit de la planète où vous placez vos équipes Planning, l’optimisation locale qui est la mission mère du Master production Schedule ne sera jamais aussi bien réalisé que au plus près des forces vives qui seront chargées tôt ou tard chargées de l’exécution.
Emmanuel de Ryckel
THE TOUGH JOB OF SUPPLY PLANNER WITH APS
Why is it so difficult to be a good supply chain planner with the latest so-called advanced planning systems, APS?
Because these new functions, which are increasingly global and centralised within organisations, and these new tools require two major qualities that are antinomic and therefore difficult to find in the same individual.
Indeed, managing the supply chain with these tools requires both a very strong taste for technology and a passion and in-depth knowledge of the field, of factories, subcontractors and suppliers – two qualities that are not found in all brains, however brilliant they may be.
Because planning, deciding and controlling the supply chain is not just about looking at graphs and warning messages, it’s not just about blindly making decisions, evaluating them and then deciding how to pass them on to the rest of the chain, but above all it’s about transforming these decisions into actions with the maximum chance of them being carried out. It is this last point in particular that requires a special knowledge of and passion for the field.
Because behind the figures, behind the alerts, behind the graphs, there are people, there is equipment, there are complex systems that need to be understood so that the wildest scenarios dreamt up in front of a screen can become reality.
My friend Bill Belt once maliciously referred to the generation of young supply chain planners arriving at the beginning of this century in increasingly global and centralised organisations, far from the real field of action, as the “game boy generation”. What would you call them today when this trend is becoming more pronounced?
In my “transition management” assignments, I have always encouraged obvious solutions. Wouldn’t it first of all be logical, as I have often done for clients with convincing results, to promote young people from factories into global organisations, who have been confronted by their past experience with the reality of Production, its equipment, its staff and its maintenance? …. Because making decisions in front of a screen, dreaming of balancing Demand and Supply through magnificent scenarios, will only make sense if the people on the ground, as I like to call them, fully support it, because what they are being asked to do corresponds to their reality, the one they experience on a day-to-day basis.
And above all, don’t dream in Central Planning of concentrating on the long (S&OP/RCCP) and medium (MPS) term, I’ve always been convinced that you’ll get lost there.
If optimizing a Supply Chain that is increasingly spread across the globe makes sense, wherever on the planet you place your Planning teams, local optimization, which is the core mission of the Master Production Schedule, will never be as well achieved as it is closer to the vital forces that will sooner or later be responsible for execution.