By Bill Belt, CFPIM, Emmanuel de Ryckel, CIRM
30 Years for NOTHING?
Approaching Supply Chain Management in a humorous way is probably unusual, but how else could you avoid despair when you realize that still in 2010 all the development and improvements that were made is this area over the last 30 years, are so often ignored and by-passed. Nothing similar would ever be tolerated in other areas like Finance, Quality Control…
How can today manufacturing organizations still accept to have Supply Chains literally screwed up, thanks to the ignorance of basic Concepts, or worse by a lack of pragmatism or business intelligence, in the implementation of these principles in concrete and complex situations?
In this presentation, Emmanuel de Ryckel and Bill Belt will review the worst Supply Chain Management practices that they have encountered in the course of their careers, both as operational managers in Industry and as consultants. Using a process of brainstorming in which the audience can participate, they will discuss Forecasting, Sales and Operations Planning, Load Smoothing, Outsourcing, Scheduling, Inventory Management, and IT tools. By starting with what doesn’t work, they will highlight what does work and reveal the true principles of Supply Chain Management that bring real value to the company and to its customers by building lasting supply chains.
The « Hippo attitude »
EdR – Hi Bill, you may believe this is a stupid question, but did you ever try to put socks on a Hippopotamus?
BB – Well, not recently, Emmanuel. Why are you asking that? And what about you, did you ever try??
EdR – Not really, but you may not know that I’ve spent hours and hours observing hippopotamuses in the bush, in various African countries, and I have tried to learn lessons from these observations. Hippos are in fact very strange animals. They are part of the “ruminant” family, and they look very peaceful. Because of this you may believe you can approach them, play with them, and maybe do some very funny things with them. But in the reality they are extremely dangerous and their reaction if you approach them is very brutal as they will charge you and kill you most of the time. Every year in the bush they make more victims than any other animal, even lions.
Victims most of the time were very clever people, tourists with sometimes high profiles, but nevertheless they were killed although they had been alerted to the risks and dangers, and trained how to behave in any situation.
More seriously, in my professional life, and you probably did the same, I have observed strange attitudes that I will call the “Hippo attitude” during this conference.
By this, I mean inappropriate behavior from very clever and well educated people, whether they are Supply Chain directors, Demand managers, Supply Planners…
BB – So Emmanuel, if I summarize before we really start our discussion, a “Hippo attitude” is the attitude of a manager who jeopardizes himself and his company by ignoring some very basic principles in Supply Chain Management.
EdR – Exactly, and these principles have demonstrated their effect all over the world. Our goal today is to use a few real examples from our observations in industry, and to discover some of those “Hippo attitudes” and their remedy.
BB – So let’s start with our first question!
EdR – Yes, and the question is: How can you be 100% sure that every day, dozens of problems like material shortages, machine unavailability, unexpected customer demand… will blow up in your face each time they occur ?
BB – The answer is obvious: be sure to avoid anticipating your actions, forget about S&OP & MPS, whether you’re in a Lean Environment or in a more classical MRPII mode.
EdR – The problem with SCM is that like in the world of high fashion, things often change from one extreme to the other. Like one season very short dresses and the season after, very long ones. In Supply Chain Management MRP2, JIT, TOC, ERP, APS, LEAN…, have succeeded one another as the most popular fashions during the last 30 years.
These radical changes are often encouraged by consulting firms or system vendors trying to promote their so-called “innovation”, just by condemning other approaches. In fact, the success of Supply Chain Management comes from the appropriate utilization of the different techniques or systems according to the specificities of your environment.
As an example, I will always remember an experience I had in the factory of a subcontractor of one of the leaders in the automotive industry in France.
The first day of my mission the Supply Chain VP threatened to interrupt my consulting mission if I tried to introduce in his organization any MRPII principles, for the reason that his manufacturing sites were all working using synchronized flows and Lean concepts.
When I saw after this discussion how often the production lines were interrupted for parts shortages I couldn’t resist telling him that to be successful, his Supply Chain Strategy was missing 2 of the 3 key components:
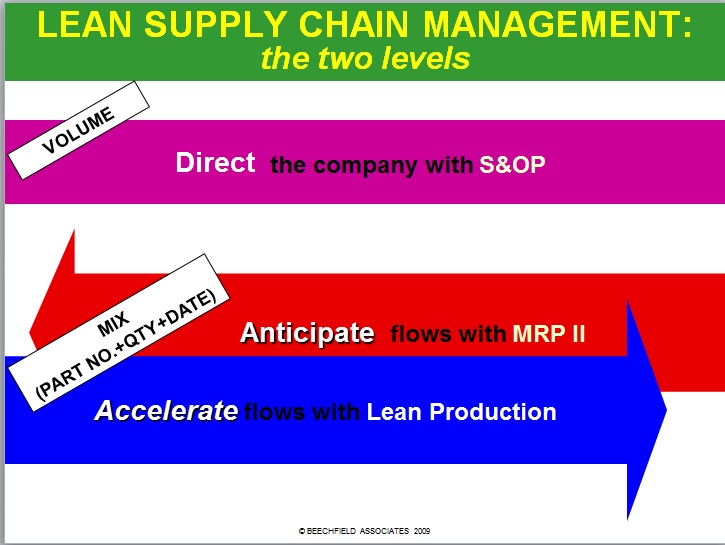
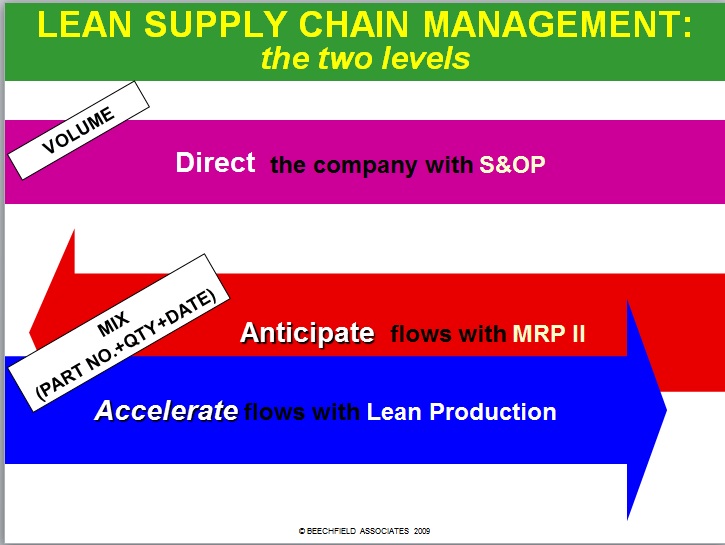
- Direction: deploying strategy and monitoring the performance of the operational level of the supply chain
- Anticipation: expressing customer demand level by level throughout the supply chain
- Acceleration: removing waste from value streams to serve customers with shorter lead times and lower costs.
BB – I’ve seen that many times too, Emmanuel. Somehow the idea arose that if a company uses Kanban—which is a great tool to use, like the rest of Lean—then it doesn’t need to plan or to anticipate. But if it doesn’t have a planning or anticipation system with MRP II, with a Master Production Schedule at the head, then it’s not going to be able to level its own production or to furnish suppliers with a levelled supplier schedule of purchasing requirements. In a supply chain after all, the customer is a supplier—of information to the upstream steps in the supply chain, whether it is pushing production and purchasing with work orders or pulling them with Kanbans.
EdR – Second Question: How could you be sure with an APS system, to create chaos in your Supply Chain? How could you be sure that any little problem like an equipment breakdown…will have disproportionate consequences??
BB – Nothing easier to achieve: make sure that the users of the APS only have a technical background on the computer software and no knowledge in Supply Chain Planning at all. Make sure also that you don’t have any formalized planning process to be sure there will be no distinction between short term scheduling and mid-term planning.
EdR – The real revolution that happened in the last 5 years didn’t come from the Supply Chain Management techniques, but from the fantastic acceleration in the treatment of information. If you take the example of APS systems, they are real decision making accelerators, but they can easily became problem accelerators if the Technology is not strongly supported, FIRST by strong Processes (Master data, Demand Management, Supply management, Capacity Planning, Procurement Planning,…) and SECOND, by People with an excellent background and practical experience in Planning.
I recently met a dramatic “Hippo attitude” during a mission in the process industry. A new manufacturing site was starting to plan its production activities using an APS System. The “go live” happened after an insufficient number of training hours, with almost no formalized planning processes except Shop Floor Scheduling, and little understanding of basic Supply Chain Management at all levels in the organization.
The consequence of this situation was that the system quickly took the control of the operations, driving the plant to poor customer service and bad capacity utilization.
BB – I always recommend that before implementing any new system, companies invest more time to train their end users, key users and managers of all sectors, before formalizing their processes. Only after that, should come prototyping efforts on the system.
But this recommendation is often sacrificed on the hotel of short term profitability.
EdR – Third Question – Let’s imagine that your plant is facing an accumulation of back orders to manufacture.
The production scheduling has been done for the next 4 weeks and all remaining orders have been placed outside the planning time fence waiting for the APS system to reschedule them.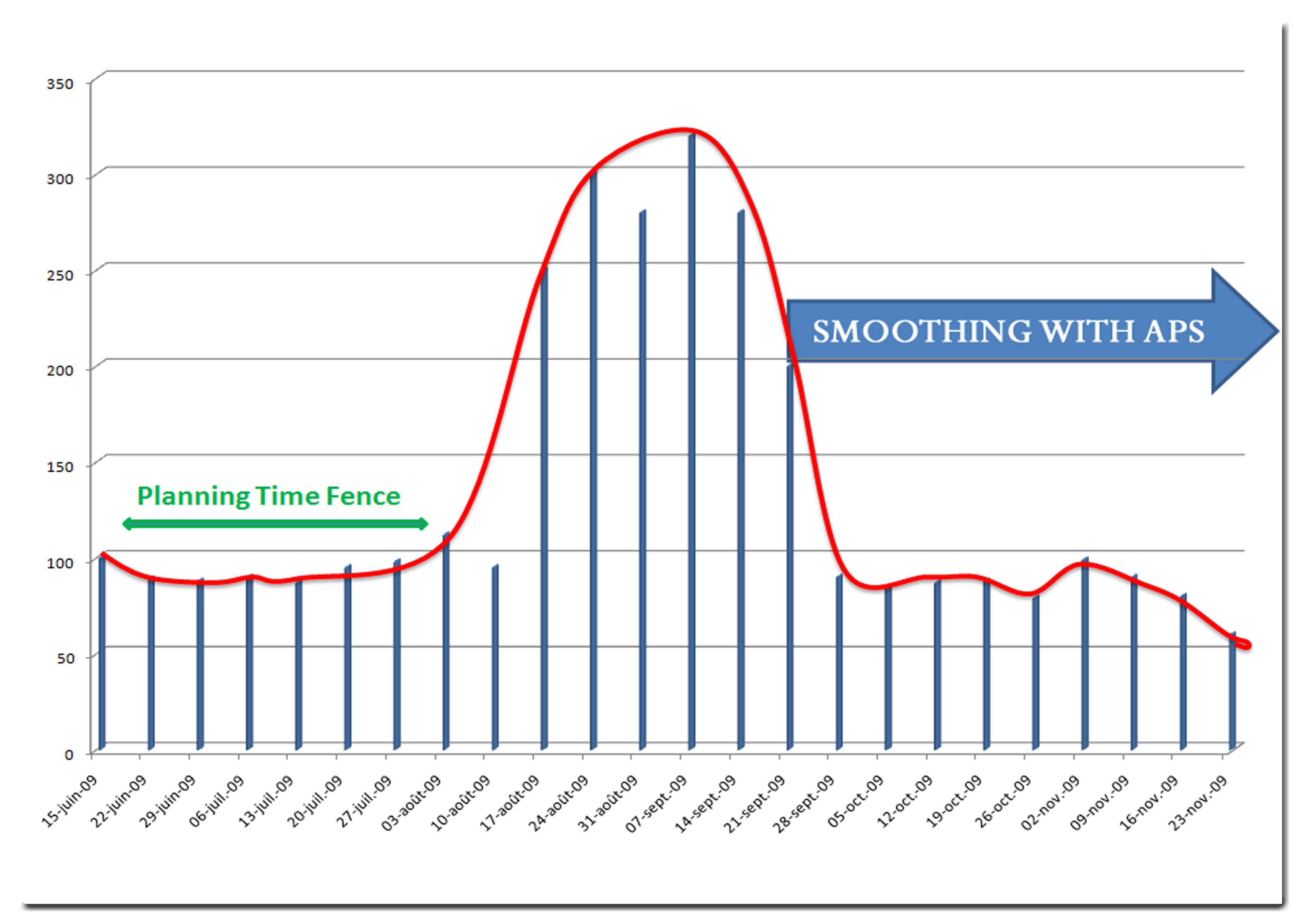
How could you be absolutely sure, using an APS system to have ALL your customer orders LATE according to the initial customer requested date?
BB – May I suggest you that to achieve this dramatic result for your customers, you should just ignore the lessons of your S&OP, if you have one, and let the System systematically perform Finite Capacity Planning with “forward” smoothing of your workload. If a component cannot be produced on time, for lack of capacity, finite capacity loading will push out its completion date until enough capacity is available. You may end up at a situation where all your orders have been rescheduled which is giving your workload graph a better profile, but with the perverse effect that all orders have been pushed further out beyond the original customer requested date.
Of course customer service will be terrible and nobody will survive in such a situation.
The problem with automatic rescheduling or “finite capacity loading” is that to do it correctly, you would have to run endless iterations until the system founds enough capacity for your orders. But no matter how clever the APS could be, it will never tell you what you should have seen beforehand at the S&OP level, how much available capacity you should have to satisfy your customer demand on time.
This is another example of what should never happen in your organization, the domination of your people and your processes by the system.
EdR – Fourth Question: What’s the other best way to always deliver your customer orders late, to destroy the efficiency of your machines and risk compromising the future of your manufacturing plant?
BB – The answer is easy: never identify your constraints, whether they are linked to your machines, materials, labor…, and of course ignore them when you are planning your deliveries to your customers.
Doing things this way you will be sure that the final output of your process will be erratic and frequently interrupted, since you didn’t took into account the demonstrated capacity of key resources.
EdR – I recently faced a situation where a plant was still deliberately planning the output of its packaging lines using the maximum theoretical capacity, even though they were sure that the lines will not be 100% occupied due to constant shortages of components.
Everybody knew there was a bottleneck upstream of the final operation but this was reflected in the planning.
BB – I would suggest that the solution is starting at the S&OP level that they should do at two levels, starting from the constraint. Only the demonstrated capacity of this bottleneck should give the rhythm of the following steps in the flow. Without this, the Plant will make commitments to Sales & Marketing but will never be able to meet them with the consequences that you can easily imagine.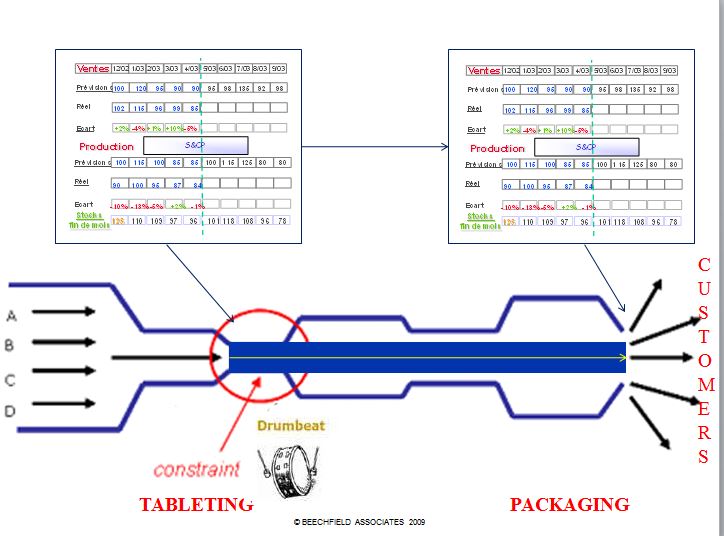
EdR – Would you agree if I say that the demonstrated capacity is “the average of actual production that the process has made in the recent past, projected into the future as the most reliable indicator of planned production”. And how would you use this concept in a manufacturing environment facing a constant increase of volume?
BB – If planned production must be increased or decreased, start with demonstrated capacity as a base; then you should add or subtract new volumes to this historical demonstrated capacity, based on real and realistic actions to be taken to change capacity on the shop floor. The result is called planned capacity.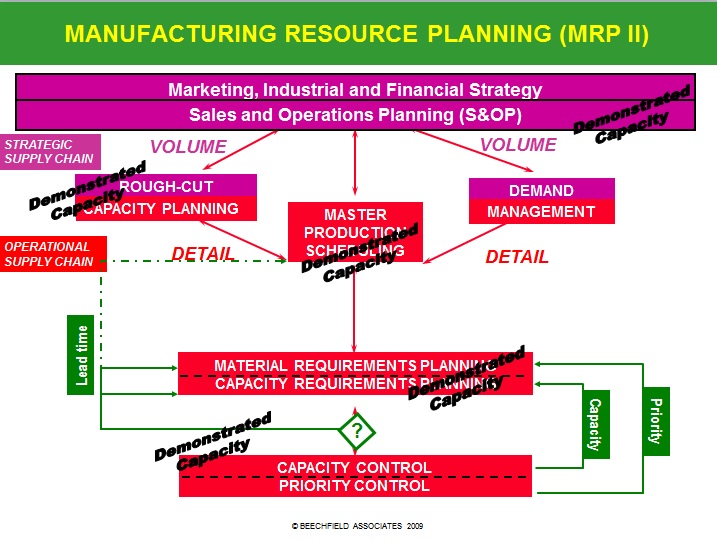
Starting to use the demonstrated capacity concept at the S&OP level is crucial as the right business decisions will then be propagated through the entire organization via the MPS, Procurement and Execution.
EdR – I have a last question: Imagine you are “promoted” to Supply Chain Manager. In this situation, how could you be sure that after a few weeks you will become fully overloaded doing firefighting all over your plant, ineffective, and finally perfectly useless?
BB – Forget about the implementation of clear roles and responsibilities in the planning of your Supply Chain. Take care yourself of all the details yourself, from long-term planning to the follow-up of execution. And please, forget about one of the basic principles in Supply Chain management: “to each one his role, his horizon, his time bucket”:
EdR – I strongly believe in the proverb which says “if everybody sticks to his job the cows will be well taken care of”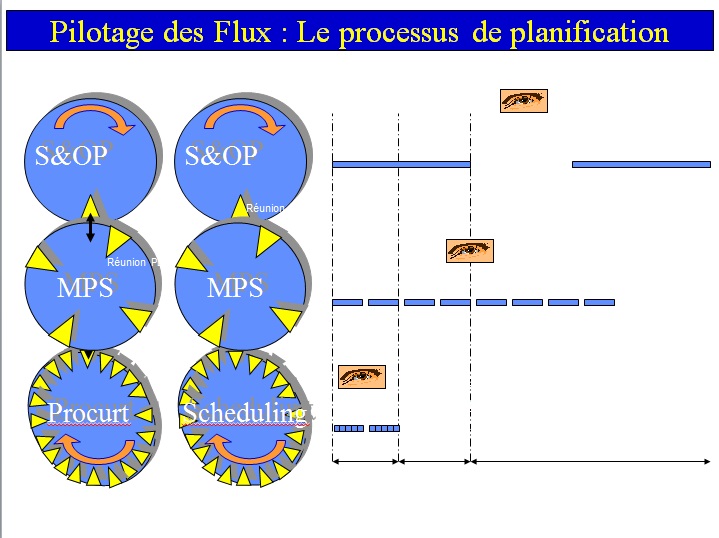
A Director’s job is to give Direction. To insure that S&OP decisions are cascaded correctly through the entire organization, top management should verify that correct “relays” are implemented at both the ANTICIPATION and the ACCELERATION level as we saw at the beginning of this article.
No matter what job titles are given, the Supply Chain Director should hire strong leaders to take care of mid-term Planning (MPS Manager, Production Planner, Supply Planner, Procurement Planner…) and good technicians (Production Scheduler, Supplier scheduler, parts chaser…) for short term Scheduling and the control of the execution of the production programs.
BB – In conclusion we hope that, this doesn’t sound like “rocket science” and that you are now convinced that serenity and results that serenity and in your Supply Chain, will only come if you are capable of applying these basic principles of good SCM using your creativity and imagination to respond to changing circumstances
About the authors:
Bill Belt, CFPIM
Founder and President of BILL BELT EXCELLENCE (BBX), Bill has worked for thirty years in industry both in the U.S. and in France, including 14 years in various management positions, with Westvaco, IBM, Honeywell Bull and Essilor.
He has helped many companies reduce inventories, shorten lead times, reduce costs, raise customer service and increase productivity.
His references include Coca-Cola, Laboratoire Vetoquinol, Messier Bugatti, Alstom, Legrand, SNR Bearings, FCI Connectors, Techspace Aero, Danfoss, Bombardier, Norton, Novartis, Nadella, Amada, France Glaces Findus, Autocam, Alcan, Etienne Lacroix, Pfizer, and Dassault.
Emmanuel de Ryckel, CIRM.
With over twenty years of experience in industry and logistics, Emmanuel worked for 14 years with Smithkline Beecham (in Belgium, France, China and Brazil) in the Supply Chain and Lean Manufacturing.
He was also Operations Director for the Measurement & Control Division for Honeywell in France and Senior Consultant for Proconseil in France and Brazil.
Since 2002, Emmanuel has worked as an independent consultant and transition manager with dozens of companies to improve their Customer Service and Inventory Control via the construction of better Planning Processes, using SAP & APO.
His references include UCB Pharma, Schwartz Pharma, Laboratoires Servier, LFB (Laboratoire Français des Biotechnologies), Aventis Pasteur, GlaxoSmithKline.

Leave a comment