L’industrie pharmaceutique, comme tant d’autres, rêve depuis longtemps d’une supply chain parfaitement orchestrée : des flux optimisés en temps réel, des arbitrages automatiques entre usines, une visibilité globale instantanée et, désormais, une intelligence artificielle capable d’aider à prendre les bonnes décisions au bon moment.
Sur le papier, la promesse est séduisante. Pourtant, derrière l’enthousiasme actuel autour de la planification pilotée par l’IA, une question demeure étonnamment inchangée depuis plus de vingt ans : comment faire fonctionner concrètement ce modèle dans la réalité du terrain industriel ?
Une vision qui ne date pas d’hier
L’idée d’une planification automatisée et centralisée n’est pas nouvelle. Dès le début des années 2000, certains experts imaginaient déjà des chaînes d’approvisionnement pilotées par des « agents intelligents » capables d’analyser les données et de prendre des décisions de manière autonome.
À l’époque où je decouvris les premiers Systèmes de Planification Avancés (APS), fin des années 90, mon mentor, basé au siège londonien d’une grande multinationale, évoquait déjà cette vision futuriste. Elle semblait alors presque irréaliste.
Mais une question revenait déjà: comment passer d’un environnement opérationnel complexe, imparfait et fortement dépendant du terrain, à un modèle théorique extrêmement élégant sur PowerPoint ?
Aujourd’hui, la technologie est enfin disponible. Les capacités d’analyse, de calcul et d’automatisation ont considérablement progressé. Pourtant, la question fondamentale, elle, reste exactement la même.
La centralisation : évidence stratégique ou pari managérial ?
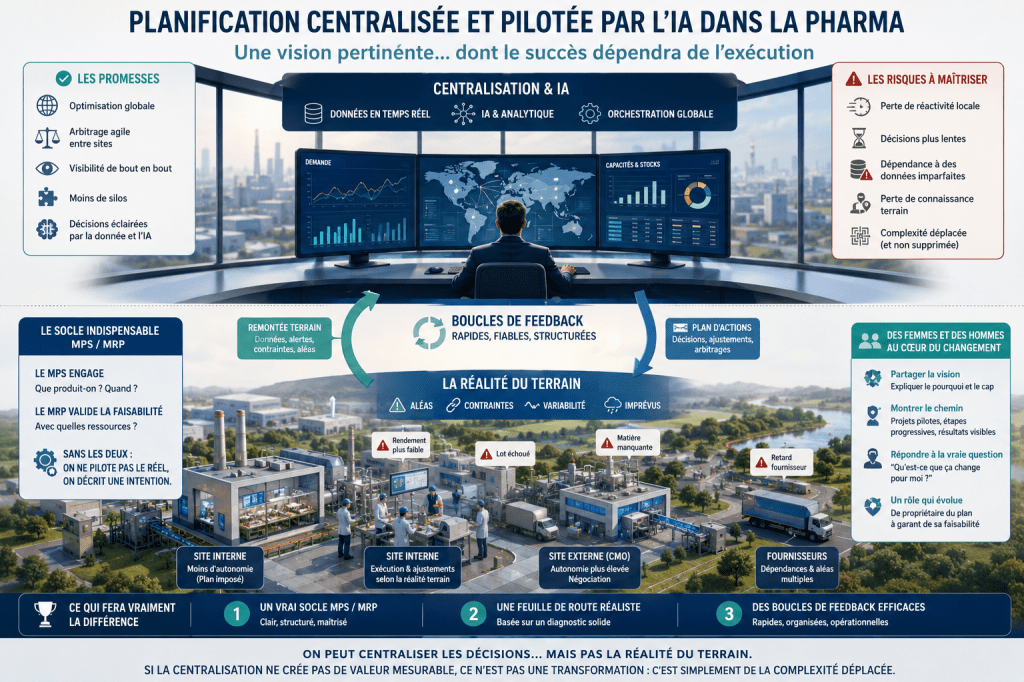
Soyons clairs : la direction prise par l’industrie fait sens. Centraliser certaines décisions, améliorer la le visibilité de bout en bout, casser les silos organisationnels et utiliser l’IA pour optimiser les arbitrages globaux répondent à de vrais besoins.
Mais il existe un risque : considérer la centralisation comme une solution miracle.
En réalité, la centralisation n’est pas une évidence. C’est un choix stratégique qui doit démontrer qu’il crée davantage de valeur qu’il n’en détruit.
Car ses avantages sont connus :
- meilleure optimisation globale ;
- arbitrages plus rapides entre sites ;
- vision consolidée des capacités et des stocks ;
- réduction des décisions contradictoires.
Mais ses effets secondaires sont souvent sous-estimés :
- perte de réactivité locale ;
- éloignement entre décision et exécution ;
- dépendance à des données imparfaites ;
- affaiblissement de la connaissance terrain.
Et puis, ne perdons jamais de vue que la vitesse de rédaction et de prise de décision dans une Supply Chain E22 dépendra toujours de son maillon le plus lent et le plus rigide , le CMO .
Donc, si ces risques ne sont pas correctement évalués et maîtrisés, la supply chain ne devient pas plus simple. La complexité change simplement d’endroit.
Deux modèles de pilotage dans une même organisation
Dans de nombreuses entreprises pharmaceutiques, un autre phénomène apparaît : la coexistence de deux modèles de planification.
D’un côté, les sites internes voient leur autonomie fortement réduite dans un modèle centralisé. De l’autre, certains partenaires externes ou CMOs conservent une liberté importante, avec des mécanismes de coordination plus souples et parfois aléatoires.
Cette différence est souvent justifiée par des enjeux de contrôle ou de gouvernance. Pourtant, il ne s’agit pas d’une contrainte technique : c’est avant tout un choix de management.
Le problème n’est pas tant d’avoir deux modèles différents que de ne pas avoir conçu le système pour gérer efficacement l’écart entre eux.
Comment maintenir une cohérence globale lorsque les règles de décision ne sont pas les mêmes partout ?
Le piège classique : définir la cible sans comprendre le point de départ
Beaucoup de programmes de transformation commencent par définir un modèle cible très ambitieux. Mais ils négligent parfois une étape essentielle : analyser objectivement la situation actuelle.
Or la réussite dépend directement de plusieurs facteurs :
- qualité des données ;
- niveau réel de digitalisation ;
- maturité des processus ;
- compétences des équipes ;
- maîtrise des contraintes opérationnelles.
Dans de nombreuses organisations, cette base reste partiellement fragile ou hétérogène.
Résultat : on projette une vision du futur sans mesurer précisément l’effort nécessaire pour y parvenir. Ce n’est plus une transformation structurée. C’est une projection théorique.
Le grand oublié : le cœur du système MPS/MRP
Les discours actuels mettent beaucoup en avant l’IA, les données temps réel ou l’orchestration intelligente. Mais ils oublient parfois le cœur historique de la planification industrielle : le MPS (Master Production Schedule) et le MRP (Material Requirements Planning).
Or ce sont eux qui structurent réellement la faisabilité industrielle.
Le MPS engage la production.
Le MRP valide la capacité à exécuter.
Sans cette colonne vertébrale, la planification cesse d’être opérationnelle : elle devient simplement intentionnelle.
Qui pilote le MPS ? Qui garantit la cohérence du MRP ? Comment s’assurer que le plan reste exécutable malgré les aléas industriels ?
Ces questions restent fondamentales, même dans les modèles les plus modernes.
Centraliser augmente la distance avec la réalité
Un effet majeur de la centralisation est souvent sous-estimé : elle augmente mécaniquement la distance entre la prise de décision et la réalité opérationnelle.
Or pendant que les décisions remontent et redescendent :
- les rendements évoluent ;
- des lots échouent ;
- des matières premières manquent ;
- des contraintes réglementaires apparaissent.
La performance d’une supply chain ne dépend donc pas uniquement de la qualité du plan initial. Elle dépend surtout de la capacité à détecter rapidement les écarts et à corriger le système en continu.
Le véritable enjeu : les boucles de feedback
Les projets parlent beaucoup de données temps réel, d’alertes et d’escalades automatiques. Mais dans la pratique, ces mécanismes restent souvent insuffisamment structurés.
Or plus la décision est centralisée, plus la remontée d’information terrain doit être rapide, fiable et organisée.
Sans boucle de feedback efficace, un modèle centralisé devient progressivement aveugle.
L’enjeu n’est donc pas uniquement technologique. Il est organisationnel.
La transformation ne réussira pas sans les équipes
Enfin, aucun modèle de planification, même dopé à l’IA, ne pourra réussir sans l’adhésion des équipes opérationnelles.
Cela suppose trois conditions essentielles :
1. Partager clairement la vision
Les équipes doivent comprendre :
- pourquoi l’organisation change ;
- ce que cette évolution apporte ;
- où l’entreprise veut aller.
Sans compréhension, il n’y a pas d’adhésion durable.
2. Montrer un chemin crédible
Les transformations réussies passent rarement par une bascule brutale. Elles avancent par étapes :
- projets pilotes ;
- résultats visibles ;
- montée progressive en maturité.
Le changement doit devenir concret.
3. Répondre à la vraie question humaine
Dans les sites industriels, les inquiétudes sont réelles :
- perte de contrôle ;
- perte de rôle ;
- perte de valeur.
Mais la réalité est souvent différente.
Le rôle des équipes terrain évolue : elles ne sont plus uniquement propriétaires du plan, elles deviennent garantes de sa faisabilité opérationnelle.
Leur expertise reste indispensable pour :
- intégrer les contraintes réelles ;
- stabiliser l’exécution ;
- sécuriser la performance industrielle.
La valeur ne disparaît pas. Elle se déplace.
Ce qui fera réellement la différence
Au final, la réussite des modèles de planification centralisée reposera moins sur la technologie elle-même que sur trois éléments fondamentaux :
- un socle MPS/MRP solide et maîtrisé ;
- une feuille de route réaliste basée sur un diagnostic honnête ;
- des boucles de feedback rapides et robustes entre terrain et centre de décision.
Une révolution possible… mais pas automatique
La vision est pertinente.
La technologie est désormais disponible.
Mais le véritable défi reste identique à celui d’il y a vingt ans : faire fonctionner ce modèle dans la réalité industrielle.
Car une supply chain pharmaceutique ne se pilote pas uniquement depuis un tableau de bord.
On peut centraliser les décisions.
Mais on ne centralise jamais totalement la réalité du terrain.
Et si la centralisation ne crée pas de valeur mesurable, alors il ne s’agit pas d’une transformation. Simplement d’une complexité déplacée.
Emmanuel de Ryckel

Leave a comment